
Page 37 - MetalForming November 2012
P. 37
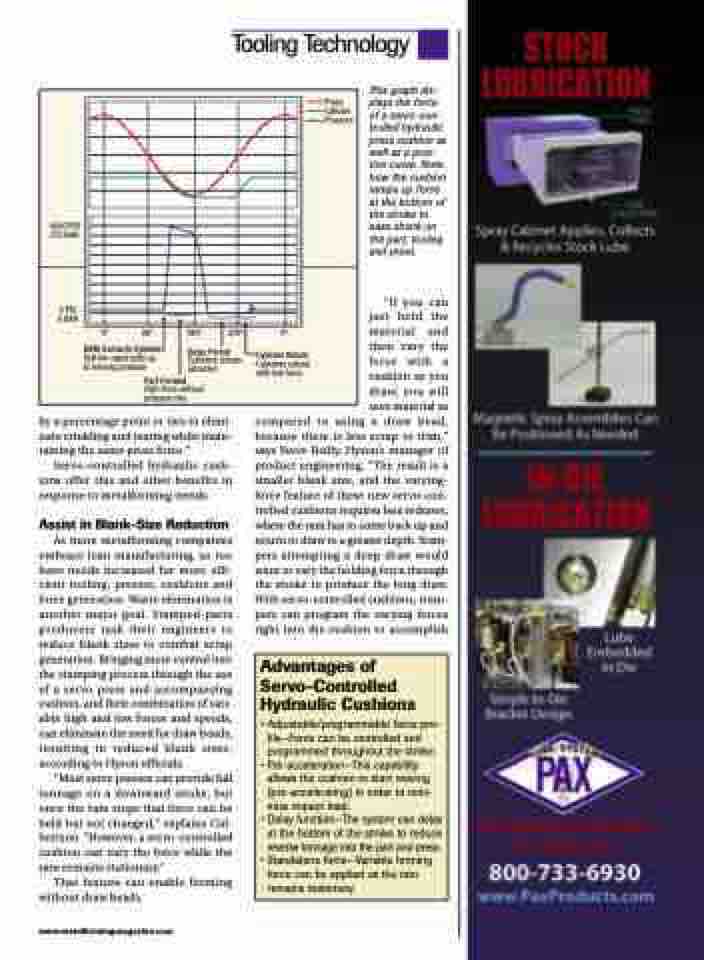
Press Cylinder Pressure
4000 PSI 275 BAR
0 PSI 0 BAR
0o 90o 180o 270o 0o
RAM Contacts Cylinders
Soft hit–rapid build-up to forming pressure
Delay Period
Cylinders remain
retracted
Cylinder Return
Cylinders extend with low force
Part Formed
High force without pressure rise
by a percentage point or two to elimi- nate crinkling and tearing while main- taining the same press force.”
Servo-controlled hydraulic cush- ions offer this and other benefits in response to metalforming trends.
Assist in Blank-Size Reduction
As more metalforming companies embrace lean manufacturing, so too have needs increased for more effi- cient tooling, presses, cushions and force generation. Waste elimination is another major goal. Stamped-parts producers task their engineers to reduce blank sizes to combat scrap generation. Bringing more control into the stamping process through the use of a servo press and accompanying cushion, and their combination of vari- able high and low forces and speeds, can eliminate the need for draw beads, resulting in reduced blank sizes, according to Hyson officials.
“Most servo presses can provide full tonnage on a downward stroke, but once the ram stops that force can be held but not changed,” explains Cul- bertson. “However, a servo-controlled cushion can vary the force while the ram remains stationary.”
That feature can enable forming without draw beads.
This graph dis- plays the force of a servo-con- trolled hydraulic press cushion as well as a posi- tion curve. Note how the cushion ramps up force at the bottom of the stroke to ease shock on the part, tooling and press.
“If you can just hold the material and then vary the force with a cushion as you draw, you will save material as
compared to using a draw bead, because there is less scrap to trim,” says Steve Reilly, Hyson’s manager of product engineering. “The result is a smaller blank size, and the varying- force feature of these new servo-con- trolled cushions requires less redraws, where the ram has to come back up and return to draw to a greater depth. Stam- pers attempting a deep draw would want to vary the holding force through the stroke to produce the long draw. With servo-controlled cushions, stam- pers can program the varying forces right into the cushion to accomplish
Tooling Technology
Advantages of Servo-Controlled Hydraulic Cushions
• Adjustable/programmable force pro- file—Force can be controlled and programmed throughout the stroke.
• Pre-acceleration—This capability allows the cushion to start moving (pre-accelerating) in order to mini- mize impact load.
• Delay function—The system can delay at the bottom of the stroke to reduce reverse tonnage into the part and press.
• Standalone force—Variable forming force can be applied as the ram remains stationary.
www.metalformingmagazine.com
