
Page 26 - MetalForming September 2012
P. 26
Just-in-Time Nesting
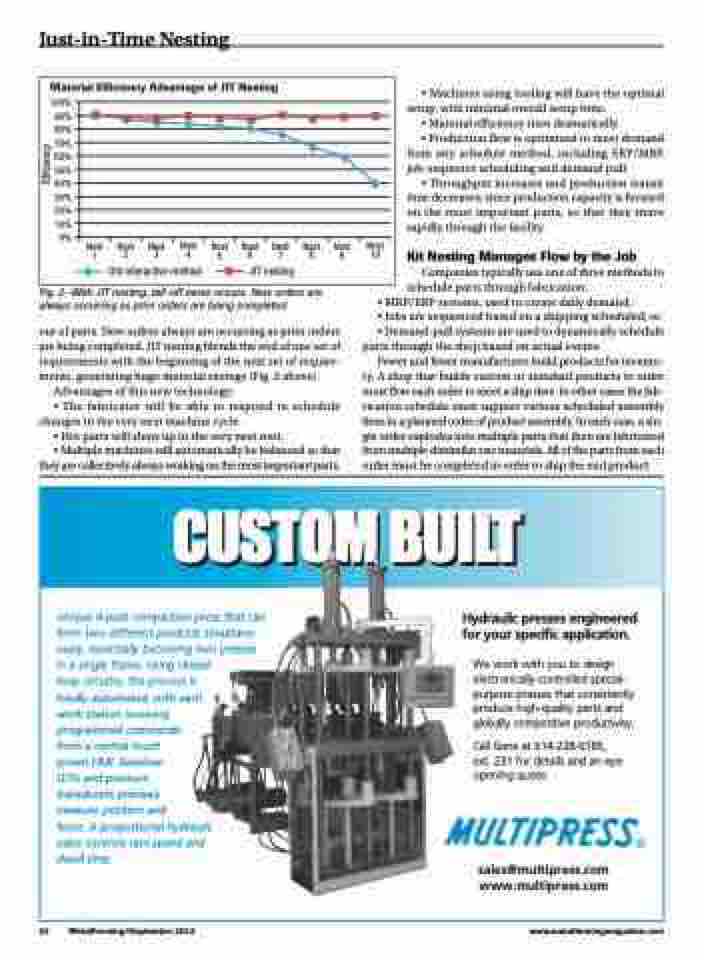
Material Efficiency Advantage of JIT Nesting
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
Nest Nest Nest Nest Nest Nest Nest
Nest Nest Nest
1 2 3 4 5 6 7 8 9 10
Old interactive method JIT nesting
Fig. 2—With JIT nesting, tail-off never occurs. New orders are always occurring as prior orders are being completed.
out of parts. New orders always are occurring as prior orders are being completed. JIT nesting blends the end of one set of requirements with the beginning of the next set of require- ments, generating huge material savings (Fig. 2 above).
Advantages of this new technology:
• The fabricator will be able to respond to schedule changes in the very next machine cycle.
• Hot parts will show up in the very next nest.
• Multiple machines will automatically be balanced so that they are collectively always working on the most important parts.
• Machines using tooling will have the optimal setup, with minimal overall setup time.
• Material efficiency rises dramatically.
• Production flow is optimized to meet demand from any schedule method, including ERP/MRP, job-sequence scheduling and demand pull.
• Throughput increases and production transit time decreases; since production capacity is focused on the most important parts, so that they move rapidly through the facility.
Kit Nesting Manages Flow by the Job
Companies typically use one of three methods to schedule parts through fabrication:
• MRP/ERP systems, used to create daily demand;
• Jobs are sequenced based on a shipping scheduled; or • Demand-pull systems are used to dynamically schedule
parts through the shop based on actual events.
Fewer and fewer manufactures build products for invento- ry. A shop that builds custom or standard products to order must flow each order to meet a ship date. In other cases the fab- rication schedule must support various scheduled assembly lines in a planned order of product assembly. In each case, a sin- gle order explodes into multiple parts that then are fabricated from multiple dissimilar raw materials. All of the parts from each
order must be completed in order to ship the end product.
CUSTOM BUILT
CUSTOM BUILT
Unique 4-post compaction press that can form two different products simultane- ously, essentially becoming two presses in a single frame. Using closed-
loop circuitry, the process is totally automated, with each work station receiving programmed commands from a central touch
screen HMI. Sensitive
LDTs and pressure
transducers precisely
measure position and
force. A proportional hydraulic valve controls ram speed and dwell time.
Hydraulic presses engineered for your specific application.
We work with you to design electronically-controlled special- purpose presses that consistently produce high-quality parts and globally competitive productivity.
Call Gene at 614-228-0185, ext. 231 for details and an eye- opening quote.
sales@multipress.com www.multipress.com
24 MetalForming/September 2012
www.metalformingmagazine.com
Efficiency
