
Page 25 - MetalForming September 2012
P. 25
must be redone. Worse yet, any design changes require a complex process to match up the two databases. This process can be slow and lead to production of unusable parts.
Using the new method, a CAM interface runs internal to the CAD system. This allows design and manufacturing engineering to occur concurrently in a single database. Sim- ply put, concurrent engineering creates a single location for storage of design and manufacturing data. Once a prod- uct is designed, it can be sent to the CNC machine within minutes. By having an expert system that will ensure all data is present to manufacture the design, and also ensure that the design can be manufactured with existing equipment and tooling, countless errors and design iterations can be avoided. This proves particularly important as companies move to true 3D models for product design.
Hours of work can be done in minutes. And, with less demanding programming requirements, the resources of valuable, talented people are better utilized.
Advanced Nesting Responding to Change
Nesting is the next step that the expert system performs. To create a nest, first the parts to be nested must be identi- fied and entered into the nesting system. This may sound sim- ple, but most manufactures have a very complex schedule, with parts due now and others due later. Hot parts show up unplanned, and schedules change—for a myriad of reasons. With the old method of nesting, an operator carefully selects a set of parts to produce and begins to push the buttons to create a series of nests. But as production environments change, it becomes impossible to develop a plan that will sur- vive for very long. This can create chaos as fabricators strive for rapid response to maintain schedules in light of the changing environment.
Imagine an expert nesting system that responds so quick- ly to changing orders that a fabricator can wait until just before the next machine cycle to produce the nest. At this point, such an expert system will check all of the current requirements for hot parts, seek and evaluate schedule changes and machine availability, and then
create the next nest. Consider the advantages of such
a system:
• Schedule changes will be responded to in the very next machine cycle.
• Hot parts will show up in the very next nest.
• Multiple machines will be automatically bal- anced so that they are collectively always working on the most important parts.
• Machines with tooling would have the optimal setup, with minimal overall setup time.
• Material efficiency would rise dramatically.
• Throughput will increase while production tran- sit time decreases dramatically. By having all of your production capacity focused on the most important parts, they move rapidly through your facility.
JIT Nesting
New technology based on expert systems can build nests just in time (JIT). In fact, this new technology outperforms a manual programmer because it can simultaneously con- sider material efficiency, schedule adherence, tool manage- ment and hot parts. Then the software can limit the number of open orders, manage the flow of orders from multiple raw materials, manage production flow and balance the pro- duction load over multiple machines. Optimizing all of these requirements and keeping up with production often is beyond the ability of a human programmer/operator.
Here’s how JIT nesting works:
JIT nesting strategies work with a single machine or mul- tiple machines. The machine operators run the system just like they interface with a typical DNC system that downloads the next program to run. The machine operator does not do the nesting; nesting occurs automatically. When the machine
Machine operator requests next nest download.
Machine operator receives nest from DNC system.
operator requests the next nest, the expert system checks the schedule, and then creates an optimal nest for the target machine. The completed nest then routes to the DNC system and is passed to the machine. Alternatively, for machines on the network, the program can be placed directly on the machine control.
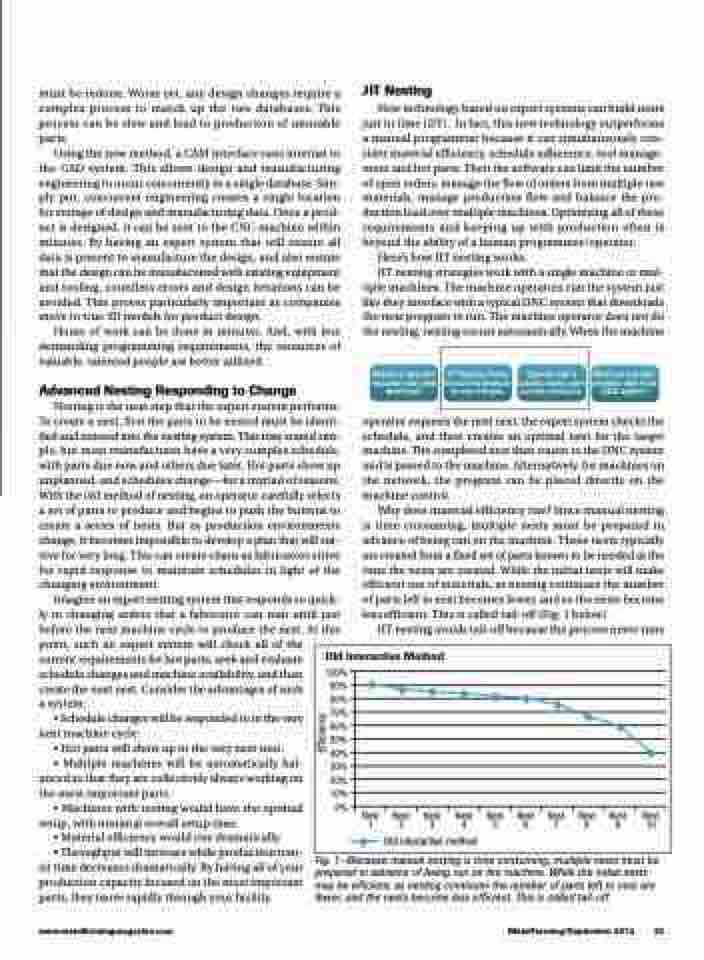
Why does material efficiency rise? Since manual nesting is time consuming, multiple nests must be prepared in advance of being run on the machine. These nests typically are created from a fixed set of parts known to be needed at the time the nests are created. While the initial nests will make efficient use of materials, as nesting continues the number of parts left to nest becomes fewer, and so the nests become less efficient. This is called tail-off (Fig. 1 below).
JIT nesting avoids tail-off because the process never runs
Old Interactive Method
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
Nest Nest
1 2 3 4 5 6 7 8 9 10
Nest Nest
Nest Nest Nest Nest Nest Nest
Old interactive method
www.metalformingmagazine.com
MetalForming/September 2012 23
JIT Nesting checks the current schedule for any changes.
Optimal nest is created based upon current conditions.
Fig. 1—Because manual nesting is time consuming, multiple nests must be prepared in advance of being run on the machine. While the initial nests may be efficient, as nesting continues the number of parts left to nest are fewer, and the nests become less efficient. This is called tail-off.
Efficiency
