
Page 22 - MetalForming August 2012
P. 22
Die Engineering at Chrysler
Draw
Trim
New Methods to Control Springback
P/O
Formations
Stricter Product Radii Limits
Stricter:
•Trim angle standards
• Cutter clearance
• Minimum shear requirements
Ongoing improvement working with product engineering, die shop, and stamping plant teams to develop best practices
Pierce/Restrike/Flange
Stricter:
• Pierce hole angle
maximums
• Restrike only for qualifying surface, not “reforming”
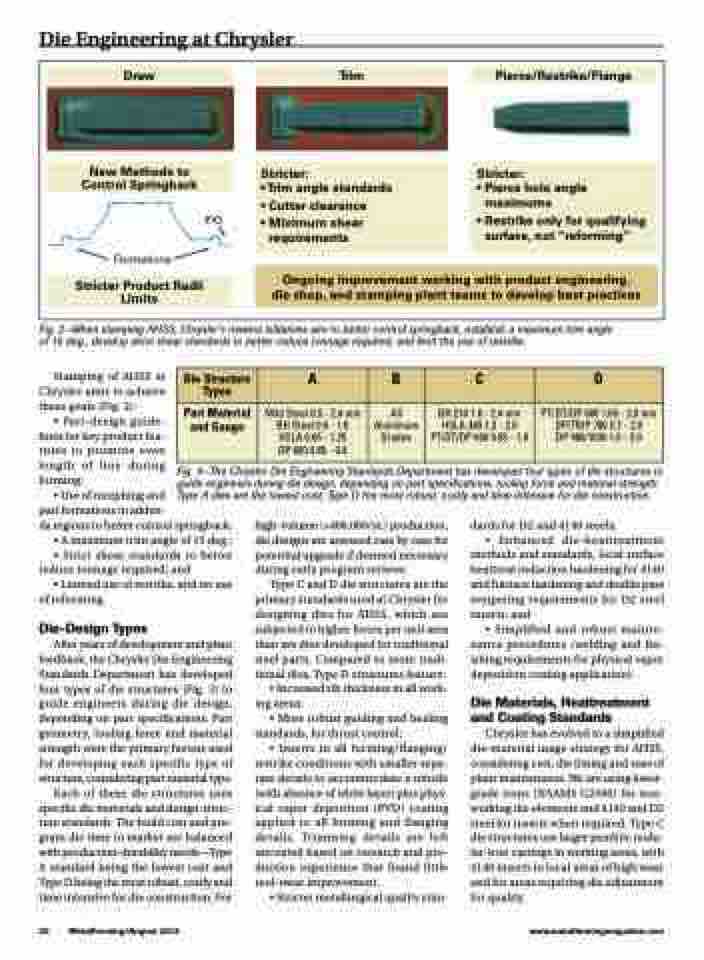
Fig. 2—When stamping AHSS, Chrysler’s newest initiatives aim to better control springback, establish a maximum trim angle of 15 deg., develop strict shear standards to better reduce tonnage required, and limit the use of restrike.
Die Structure Types
A
B
C
D
Part Material and Gauge
Mild Steel 0.5 - 2.4 mm BH Steel 0.5 - 1.6 HSLA 0.65 - 1.25 DP 600 0.65 - 0.8
All Alumimum Grades
BH 210 1.6 - 2.4 mm HSLA 340 1.3 - 2.0 PT/DT/DP 600 0.85 - 1.0
PT/DT/DP 600 1.05 - 2.0 mm DP/TRIP 780 0.7 - 2.0 DP 980/1000 1.0 - 2.0
Stamping of AHSS at Chrysler aims to achieve these goals (Fig. 2):
• Part-design guide- lines for key product fea- tures to promote even length of line during forming;
Fig. 3—The Chrysler Die Engineering Standards Department has developed four types of die structures to guide engineers during die design, depending on part specifications, tooling force and material strength. Type A dies are the lowest cost, Type D the most robust, costly and time intensive for die construction.
• Use of morphing and
part formations in adden-
da regions to better control springback;
high-volume (+400,000/yr.) production, die designs are assessed case by case for potential upgrade if deemed necessary during early program reviews.
Type C and D die structures are the primary standards used at Chrysler for designing dies for AHSS, which are subjected to higher forces per unit area than are dies developed for traditional steel parts. Compared to more tradi- tional dies, Type D structures feature:
• Increased rib thickness in all work- ing areas;
• More robust guiding and healing standards, for thrust control;
• Inserts in all forming/flanging/ restrike conditions with smaller sepa- rate details to accommodate a nitride (with absence of white layer) plus phys- ical vapor deposition (PVD) coating applied to all forming and flanging details. Trimming details are left uncoated based on research and pro- duction experience that found little tool-wear improvement.
• Stricter metallurgical quality stan-
dards for D2 and 4140 steels;
• Enhanced die-heattreatment
methods and standards, local surface heattreat induction hardening for 4140 and furnace hardening and double pass tempering requirements for D2 steel inserts; and
• Simplified and robust mainte- nance procedures (welding and fin- ishing requirements for physical vapor deposition coating application).
Die Materials, Heattreatment and Coating Standards
Chrysler has evolved to a simplified die-material usage strategy for AHSS, considering cost, die timing and ease of plant maintenance. We are using lower- grade irons (NAAMS G2500) for non- working die elements and 4140 and D2 steel for inserts when required. Type C die structures use larger pearlitic nodu- lar-iron castings in working areas, with 4140 inserts in local areas of high wear and for areas requiring die adjustment for quality.
• A maximum trim angle of 15 deg.;
• Strict shear standards to better reduce tonnage required; and
• Limited use of restrike, and no use of reforming.
Die-Design Types
After years of development and plant feedback, the Chrysler Die Engineering Standards Department has developed four types of die structures (Fig. 3) to guide engineers during die design, depending on part specifications. Part geometry, tooling force and material strength were the primary factors used for developing each specific type of structure, considering part material type.
Each of these die structures uses specific die materials and design-struc- ture standards. The build cost and pro- gram die time to market are balanced with production-durability needs—Type A standard being the lowest cost and Type D being the most robust, costly and time intensive for die construction. For
20 MetalForming/August 2012
www.metalformingmagazine.com
