
Page 43 - MetalForming March 2011
P. 43
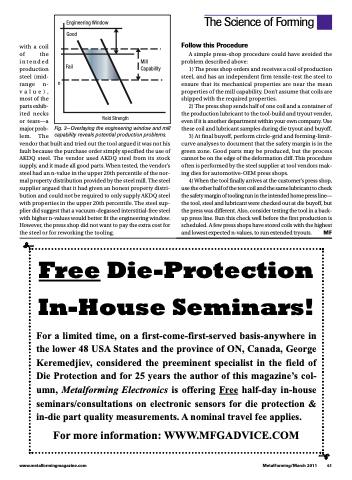
Engineering Window Good
The Science of Forming
Follow this Procedure
A simple press-shop procedure could have avoided the problem described above:
1) The press shop orders and receives a coil of production steel, and has an independent firm tensile-test the steel to ensure that its mechanical properties are near the mean properties of the mill capability. Don’t assume that coils are shipped with the required properties.
2) The press shop sends half of one coil and a container of the production lubricant to the tool-build and tryout vender, even if it is another department within your own company. Use these coil and lubricant samples during die tryout and buyoff.
3) At final buyoff, perform circle-grid and forming-limit- curve analyses to document that the safety margin is in the green zone. Good parts may be produced, but the process cannot be on the edge of the deformation cliff. This procedure often is performed by the steel supplier at tool vendors mak- ing dies for automotive-OEM press shops.
4) When the tool finally arrives at the customer’s press shop, use the other half of the test coil and the same lubricant to check the safety margin of tooling run in the intended home press line— the tool, steel and lubricant were checked out at die buyoff, but the press was different. Also, consider testing the tool in a back- up press line. Run this check well before the first production is scheduled. A few press shops have stored coils with the highest and lowest expected n-values, to run extended tryouts. MF
with a coil
of the
intended
production
steel (mid-
range n-
value),
most of the
parts exhib-
ited necks
or tears—a
major prob-
lem. The
vendor that
fault because the purchase order simply specified the use of AKDQ steel. The vendor used AKDQ steel from its stock supply, and it made all good parts. When tested, the vendor’s steel had an n-value in the upper 20th percentile of the nor- mal property distribution provided by the steel mill. The steel supplier argued that it had given an honest property distri- bution and could not be required to only supply AKDQ steel with properties in the upper 20th percentile. The steel sup- plier did suggest that a vacuum-degassed interstitial-free steel with higher n-values would better fit the engineering window. However, the press shop did not want to pay the extra cost for the steel or for reworking the tooling.
Fail n
Mill Capability
Yield Strength
Fig. 3—Overlaying the engineering window and mill capability reveals potential production problems.
built and tried out the tool argued it was not his
!" # $ %& ' () ' ' *' + ,' '- -
. ///-0#123-0
www.metalformingmagazine.com MetalForming/March 2011 41
