
Page 42 - MetalForming March 2011
P. 42
The Science of Forming
By Stuart Keeler
Let Your Supplier Help
The most productive relationships between suppliers and customers in the metalforming industry are those where partners or team members begin working togeth- er early in the design-to-production cycle. Teams might comprise representatives from a sheetmetal supplier and part designer, or tool builder and press shop, etc. Each team member contributes his own expertise to create a more robust product, reduce cost or implement new technology.
Top-notch suppliers bring expertise and data to the table. Many have forming specialists on staff; some have virtual forming ability, to analyze parts early in the design process; and others have created and thoroughly studied new metal alloys or available forming techniques.
In contrast, some supplier/customer relationships remind one of the cold wars. Three examples of these relationships (or lack thereof ) are:
• Bad: Adversarial—“My supplier causes all of my problems.”
• Worse: Protectionist—“I don’t trust my suppliers because they might give all of my secrets to my competitors.”
• Worst: Ignorance—“I don’t know who my suppliers are because my end customer purchases the lowest-cost steel for me.”
Know thy Steel—Well
Tooling Technology
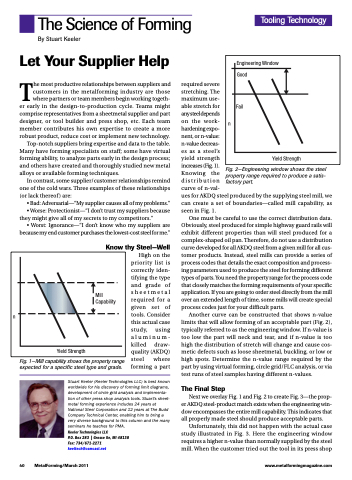
Engineering Window
Fail n
Yield Strength
Good
required severe
stretching. The
maximum use-
able stretch for
any steel depends
on the work-
hardening expo-
nent, or n-value:
n-value decreas-
es as a steel’s
yield strength
increases (Fig. 1).
Knowing the
distribution
curve of n-val-
ues for AKDQ steel produced by the supplying steel mill, we can create a set of boundaries—called mill capability, as seen in Fig. 1.
One must be careful to use the correct distribution data. Obviously, steel produced for simple highway guard rails will exhibit different properties than will steel produced for a complex-shaped oil pan. Therefore, do not use a distribution curve developed for all AKDQ steel from a given mill for all cus- tomer products. Instead, steel mills can provide a series of process codes that details the exact composition and process- ing parameters used to produce the steel for forming different types of parts. You need the property range for the process code that closely matches the forming requirements of your specific application. If you are going to order steel directly from the mill over an extended length of time, some mills will create special process codes just for your difficult parts.
Another curve can be constructed that shows n-value limits that will allow forming of an acceptable part (Fig. 2), typically referred to as the engineering window. If n-value is too low the part will neck and tear, and if n-value is too high the distribution of stretch will change and cause cos- metic defects such as loose sheetmetal, buckling, or low or high spots. Determine the n-value range required by the part by using virtual forming, circle grid/FLC analysis, or via test runs of steel samples having different n-values.
The Final Step
Next we overlay Fig. 1 and Fig. 2 to create Fig. 3—the prop- er AKDQ steel-product match exists when the engineering win- dow encompasses the entire mill capability. This indicates that all properly made steel should produce acceptable parts.
Unfortunately, this did not happen with the actual case study illustrated in Fig. 3. Here the engineering window requires a higher n-value than normally supplied by the steel mill. When the customer tried out the tool in its press shop
n
Yield Strength
Mill Capability
Fig. 1—Mill capability shows the property range expected for a specific steel type and grade.
High on the priority list is correctly iden- tifying the type and grade of sheetmetal required for a given set of tools. Consider this actual case study, using aluminum- killed draw- quality (AKDQ) steel where forming a part
Fig. 2—Engineering window shows the steel property range required to produce a satis- factory part.
Stuart Keeler (Keeler Technologies LLC) is best known worldwide for his discovery of forming limit diagrams, development of circle grid analysis and implementa- tion of other press shop analysis tools. Stuart’s sheet- metal forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and the many seminars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
40 MetalForming/March 2011
www.metalformingmagazine.com
