
Page 18 - MetalForming April 2010
P. 18
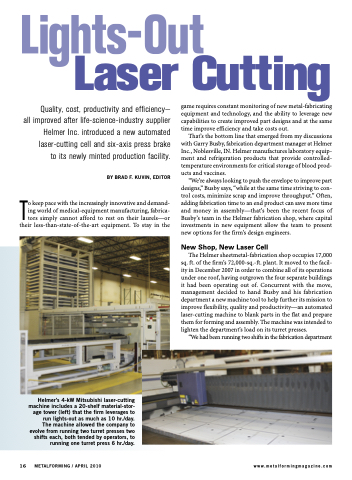
Helmer’s 4-kW Mitsubishi laser-cutting machine includes a 20-shelf material-stor- age tower (left) that the firm leverages to run lights-out as much as 10 hr./day. The machine allowed the company to evolve from running two turret presses two shifts each, both tended by operators, to running one turret press 6 hr./day.
Laser Cutting
Quality, cost, productivity and efficiency— all improved after life-science-industry supplier Helmer Inc. introduced a new automated laser-cutting cell and six-axis press brake to its newly minted production facility.
BY BRAD F. KUVIN, EDITOR
To keep pace with the increasingly innovative and demand- ing world of medical-equipment manufacturing, fabrica- tors simply cannot afford to rest on their laurels—or their less-than-state-of-the-art equipment. To stay in the
game requires constant monitoring of new metal-fabricating equipment and technology, and the ability to leverage new capabilities to create improved part designs and at the same time improve efficiency and take costs out.
That’s the bottom line that emerged from my discussions with Garry Busby, fabrication department manager at Helmer Inc., Noblesville, IN. Helmer manufactures laboratory equip- ment and refrigeration products that provide controlled- temperature environments for critical storage of blood prod- ucts and vaccines.
“We’re always looking to push the envelope to improve part designs,” Busby says, “while at the same time striving to con- trol costs, minimize scrap and improve throughput.” Often, adding fabrication time to an end product can save more time and money in assembly—that’s been the recent focus of Busby’s team in the Helmer fabrication shop, where capital investments in new equipment allow the team to present new options for the firm’s design engineers.
New Shop, New Laser Cell
The Helmer sheetmetal-fabrication shop occupies 17,000 sq. ft. of the firm’s 72,000-sq.-ft. plant. It moved to the facil- ity in December 2007 in order to combine all of its operations under one roof, having outgrown the four separate buildings it had been operating out of. Concurrent with the move, management decided to hand Busby and his fabrication department a new machine tool to help further its mission to improve flexibility, quality and productivity—an automated laser-cutting machine to blank parts in the flat and prepare them for forming and assembly. The machine was intended to lighten the department’s load on its turret presses.
“We had been running two shifts in the fabrication department
16 METALFORMING / APRIL 2010
www.metalformingmagazine.com
