
Page 22 - MetalForming April 2009
P. 22
Forming Higher-Strength Steels
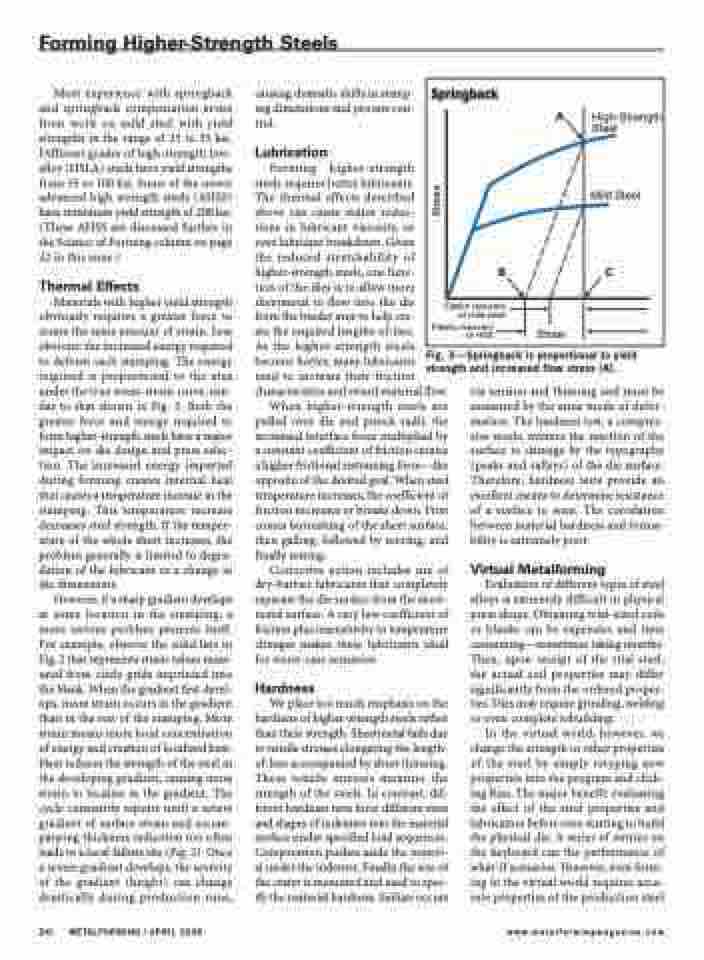
Springback
A High-Strength Steel
Mild Steel
BC
Elastic recovery of mild steel
Elastic recovery
of HSS Strain
Most experience with springback and springback compensation arises from work on mild steel with yield strengths in the range of 25 to 35 ksi. Different grades of high-strength low- alloy (HSLA) steels have yield strengths from 35 to 100 ksi. Some of the newer advanced high-strength steels (AHSS) have minimum yield strength of 200 ksi. (These AHSS are discussed further in the Science of Forming column on page 32 in this issue.)
Thermal Effects
Materials with higher yield strength obviously requires a greater force to create the same amount of strain. Less obvious: the increased energy required to deform each stamping. The energy required is proportional to the area under the true stress-strain curve, sim- ilar to that shown in Fig. 3. Both the greater force and energy required to form higher-strength steels have a major impact on die design and press selec- tion. The increased energy imparted during forming creates internal heat that causes a temperature increase in the stamping. This temperature increase decreases steel strength. If the temper- ature of the whole sheet increases, the problem generally is limited to degra- dation of the lubricant or a change in die dimensions.
However, if a sharp gradient develops at some location in the stamping, a more serious problem presents itself. For example, observe the solid line in Fig. 2 that represents strain values meas- ured from circle grids imprinted into the blank. When the gradient first devel- ops, more strain occurs in the gradient than in the rest of the stamping. More strain means more local concentration of energy and creation of localized heat. Heat reduces the strength of the steel in the developing gradient, causing more strain to localize in the gradient. The cycle constantly repeats until a severe gradient of surface strain and accom- panying thickness reduction too often leads to a local failure site (Fig. 2). Once a severe gradient develops, the severity of the gradient (height) can change drastically during production runs,
causing dramatic shifts in stamp- ing dimensions and process con- trol.
Lubrication
20 METALFORMING / APRIL 2009
www.metalformingmagazine.com
Forming higher-strength
steels requires better lubricants.
The thermal effects described
above can cause major reduc-
tions in lubricant viscosity, or
even lubricant breakdown. Given
the reduced stretchability of higher-strength steels, one func-
tion of the dies is to allow more sheetmetal to flow into the die
from the binder area to help cre-
ate the required lengths-of-line.
As the higher-strength steels become hotter, many lubricants
tend to increase their friction characteristics and retard material flow.
When higher-strength steels are pulled over die and punch radii, the increased interface force multiplied by a constant coefficient of friction creates a higher frictional restraining force—the opposite of the desired goal. When steel temperature increases, the coefficient of friction increases or breaks down. First comes burnishing of the sheet surface, then galling, followed by scoring, and finally seizing.
Corrective action includes use of dry-barrier lubricants that completely separate the die surface from the sheet- metal surface. A very low coefficient of friction plus insensitivity to temperature changes makes these lubricants ideal for worst-case scenarios.
Hardness
We place too much emphasis on the hardness of higher-strength steels rather than their strength. Sheetmetal fails due to tensile stresses elongating the length- of-line accompanied by sheet thinning. These tensile stresses measure the strength of the steels. In contrast, dif- ferent hardness tests force different sizes and shapes of indenters into the material surface under specified load sequences. Compression pushes aside the materi- al under the indenter. Finally, the size of the crater is measured and used to spec- ify the material hardness. Failure occurs
Fig. 3—Springback is proportional to yield strength and increased flow stress (A).
via tension and thinning and must be measured by the same mode of defor- mation. The hardness test, a compres- sive mode, mimics the reaction of the surface to damage by the typography (peaks and valleys) of the die surface. Therefore, hardness tests provide an excellent means to determine resistance of a surface to wear. The correlation between material hardness and forma- bility is extremely poor.
Virtual Metalforming
Evaluation of different types of steel alloys is extremely difficult in physical press shops. Obtaining trial-sized coils or blanks can be expensive and time consuming—sometimes taking months. Then, upon receipt of the trial steel, the actual coil properties may differ significantly from the ordered proper- ties. Dies may require grinding, welding or even complete rebuilding.
In the virtual world, however, we change the strength or other properties of the steel by simply retyping new properties into the program and click- ing Run. The major benefit: evaluating the effect of the steel properties and lubrication before even starting to build the physical die. A series of entries on the keyboard cue the performance of what-if scenarios. However, even form- ing in the virtual world requires accu- rate properties of the production steel
Stress
