
Page 21 - MetalForming April 2009
P. 21
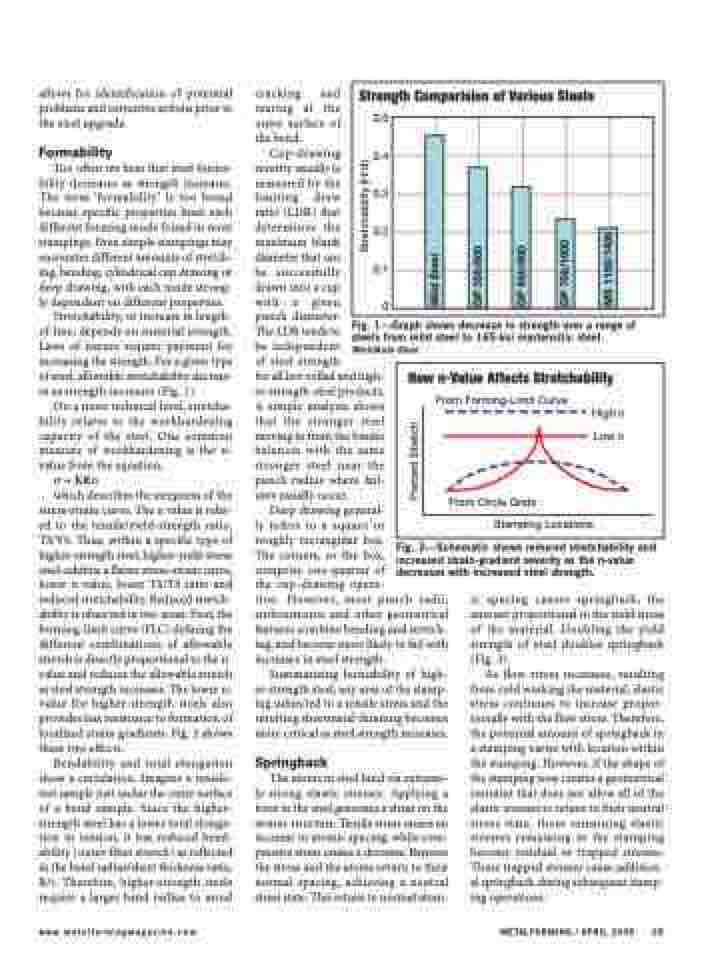
Strength Comparision of Various Steels
0.5 0.4 0.3 0.2 0.1
0
allows for identification of potential problems and corrective actions prior to the steel upgrade.
Formability
Too often we hear that steel forma- bility decreases as strength increases. The term ‘formability’ is too broad because specific properties limit each different forming mode found in most stampings. Even simple stampings may encounter different amounts of stretch- ing, bending, cylindrical cup drawing or deep drawing, with each mode strong- ly dependent on different properties.
Stretchability, or increase in length- of-line, depends on material strength. Laws of nature require payment for increasing the strength. For a given type of steel, allowable stretchability decreas- es as strength increases (Fig. 1).
On a more technical level, stretcha- bility relates to the workhardening capacity of the steel. One common measure of workhardening is the n- value from the equation,
σ = Κn
which describes the steepness of the stress-strain curve. The n value is relat- ed to the tensile/yield-strength ratio, TS/YS. Thus, within a specific type of higher-strength steel, higher-yield-stress steel exhibits a flatter stress-strain curve, lower n-value, lower TS/YS ratio and reduced stretchability. Reduced stretch- ability is observed in two areas. First, the forming-limit curve (FLC) defining the different combinations of allowable stretch is directly proportional to the n- value and reduces the allowable stretch as steel strength increases. The lower n- value for higher-strength steels also provides less resistance to formation of localized strain gradients. Fig. 2 shows these two effects.
Bendability and total elongation show a correlation. Imagine a tensile- test sample just under the outer surface of a bend sample. Since the higher- strength steel has a lower total elonga- tion in tension, it has reduced bend- ability (outer-fiber stretch) as reflected in the bend radius/sheet thickness ratio, R/t. Therefore, higher-strength steels require a larger bend radius to avoid
cracking and tearing at the outer surface of the bend.
Cup-drawing
severity usually is measured by the limiting draw
ratio (LDR) that determines the maximum blank diameter that can
be successfully
drawn into a cup
with a given
punch diameter.
The LDR tends to
be independent
of steel strength
for all hot-rolled and high- er-strength-steel products. A simple analysis shows that the stronger steel moving in from the binder balances with the same stronger steel near the punch radius where fail- ures usually occur.
Deep drawing general-
ly refers to a square or
roughly rectangular box.
The corners, or the box,
comprise one-quarter of
the cup-drawing opera-
tion. However, most punch radii, embossments and other geometrical features combine bending and stretch- ing, and become more likely to fail with increases in steel strength.
Summarizing formability of high- er-strength steel, any area of the stamp- ing subjected to a tensile stress and the resulting sheetmetal thinning becomes more critical as steel strength increases.
Springback
The atoms in steel bind via extreme- ly strong elastic stresses. Applying a force to the steel generates a stress on the atomic structure. Tensile stress causes an increase in atomic spacing, while com- pressive stress causes a decrease. Remove the stress and the atoms return to their normal spacing, achieving a neutral stress state. This return to normal atom-
Fig. 1—Graph shows decrease in strength over a range of steels from mild steel to 165-ksi martensitic steel. WorldAuto-Steel
How n-Value Affects Stretchability
From Forming-Limit Curve
High n Low n
From Circle Grids
Stamping Locations
www.metalformingmagazine.com
METALFORMING / APRIL 2009 19
Fig. 2—Schematic shows reduced stretchability and increased strain-gradient severity as the n-value decreases with increased steel strength.
ic spacing causes springback, the amount proportional to the yield stress of the material. Doubling the yield strength of steel doubles springback (Fig. 3).
As flow stress increases, resulting from cold working the material, elastic stress continues to increase propor- tionally with the flow stress. Therefore, the potential amount of springback in a stamping varies with location within the stamping. However, if the shape of the stamping now creates a geometrical restraint that does not allow all of the elastic stresses to return to their neutral stress state, those remaining elastic stresses remaining in the stamping become residual or trapped stresses. These trapped stresses cause addition- al springback during subsequent stamp- ing operations.
Percent Stretch
Mild Steel
DP 350/600
DP 500/800
DP 700/1000
MS 1150/1400
Stretchability (H/d)
