






 At its recently built—April 2021—30,000-sq.-ft. headquarters in St. Michael, MN, Die Technology and its employees chiefly supply medical and electronics customers that, in turn, produce precision parts and components, often from material in thicknesses less than 0.010 in.
At its recently built—April 2021—30,000-sq.-ft. headquarters in St. Michael, MN, Die Technology and its employees chiefly supply medical and electronics customers that, in turn, produce precision parts and components, often from material in thicknesses less than 0.010 in.  “For our customers needing super-high-volume, high-speed dies, they’re not so interested in tooling price as they are in tooling longevity,” Skoog offers. “They need to produce high-quality, precision parts for a long time, often using specialty forming equipment. Some of these dies may run as long as 18 mos. without coming out of a line or machine, save for some routine cleaning or maintenance. That’s millions of cycles, and our customers can’t shut down their processes due to die failure.”
“For our customers needing super-high-volume, high-speed dies, they’re not so interested in tooling price as they are in tooling longevity,” Skoog offers. “They need to produce high-quality, precision parts for a long time, often using specialty forming equipment. Some of these dies may run as long as 18 mos. without coming out of a line or machine, save for some routine cleaning or maintenance. That’s millions of cycles, and our customers can’t shut down their processes due to die failure.”
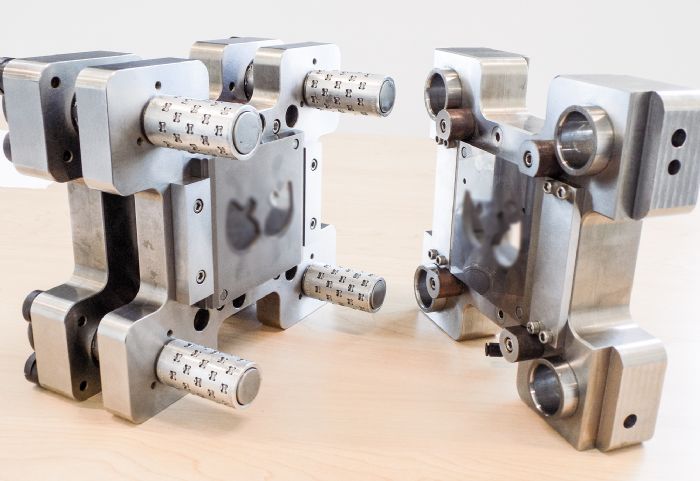
Die Technology and its 30 employees construct such dies mainly from carbide in various grades, along with some powdered metals. In medical applications, care must be taken as to die-component materials due to biocompatibility issues—one more complication added to the host of complications inherent in the company’s line of work.
Die Technology supports its tooling—once built and delivered—through repair or supply of individual precision die components.
“The tooling that we build today, we will build and support for five, 10 or 15 yr., so supplying precision components to fit into precision dies is a big part of our business,” Skoog says.
EDM Expertise Combines with Latest Technology
To accomplish its challenging die-build tasks, Die Technology maintains a stable of three- and five-axis machining centers as well as equipment for milling, turning, and surface and jig grinding. Also populating the shop floor are sinker-, small-hole- and wire-electrical discharge machining (EDM) machines.
“About 5 yr. ago we made an effort to upgrade our technology, replacing all of our old milling equipment, for example, with new,” says Skoog. “We consider ourselves a forward-thinking company that’s proactive with new developments, especially in the EDM world. And, through the pandemic we received letters from numerous customers requesting that we not stop their product flow as they were deemed critical infrastructure and, as such, had to keep producing. We became inundated with work and got through that—absolutely buried for 2 yr.—but with extended lead times.”
 Following the pandemic, catching up demanded the acquisition of higher-productivity equipment, especially in the EDM area, which totaled about 6000 hr. of backup, according to Skoog.
Following the pandemic, catching up demanded the acquisition of higher-productivity equipment, especially in the EDM area, which totaled about 6000 hr. of backup, according to Skoog.
The company began in 1988 with Agie EDM equipment, and after acquiring machines from other vendors, returned to Agie and has never looked back, according to Skoog. Since 2000, it has filled its shop floor with machines from GF Machining Solutions, which acquired Agie Holding Ltd. in 1996. To reduce the aforementioned backup and position itself for new business, Die Technology recently upgraded its wire-EDM technology, again courtesy of GF Machining Solutions.
The company boasts eight wire-EDM machines—the oldest a 2008 model and the newest a GF Machining Solutions Cut X 350 installed this past February that delivers, like the company’s other newer machines, speed and extreme accuracy.
“We upgrade as needed and currently house four generations of wire-EDM models,” Skoog says. “And, each of the two newest generations provide increased cutting speed, by 15 to 25 percent, over the previous generation—that’s not just rough cutting, but cutting to a finished part.”
The Cut X 350 provides finishing quality to Ra 0.08 µm, and includes an automatic wire-changer (AWC) system that automatically changes wire diameters during machining. AWC enables a first cut with a larger-diameter wire for roughing, then switches to a thinner wire for small radii and fine-detail definition, thus allowing for cutting a part with small wire at speeds similar to cutting with larger wire.
Major selling points for Skoog and Die Technology on the newest machine: Uniqua, a redesigned human-machine interface (HMI) that eases operation and enables users to be trained up on machine operation quickly, according to Skoog. Features of its Uniqua HMI include the ability to modify machining sequences, regardless of the number of work holes in progress. Advantages include the ability to manage waste removal at a time when personnel are present. And, the control’s Job Management system enables insertion of urgent machining jobs. Here, for example, it enables suspension of the machining in progress in a simple and intuitive manner, according to GF Machining Solutions officials, insertion of the urgent work, and then resumption of the previous work exactly at the place where it was before being interrupted.
Speed and Reliability a Must
“First and foremost, we look for accuracy in our EDM equipment,” Skoog offers, commenting on advantages of the latest wire-EDM machines on Die Technology’s shop floor. “We also need reliability. We want to run these machines as much as we can, around the clock, and because we are manned for a single shift each day, we rely on them running unattended. We try for 3500 cutting hr./yr. on certain machines. Our newer machines absorb a lot of hours and are fast—cutting much more than the older equipment. The emphasis of these newer EDM units on accuracy and surface finishes, along with high precision, fits our model very well.”
With previous non-GF machines, Skoog found that Die Technology could not count on them running night after night.
“We gained between 500 and 1000 erosion hr./yr. just by switching back,” Skoog says. “We didn’t know what we were missing until we returned to these machines. Of course, speed depends on the material type, its thickness and the height to cut through. But, say we’re cutting a 2-in.-thick carbide punch—we reach the finish line probably 30 percent faster with our newest equipment.”
With the speed and capabilities of its newer wire-EDM machines, Die Technology has been able to dig out of its backlog, Skoog reports, and seeks to push as much work through the newer machines while phasing out the older—utilizing the most-efficient machines the most. The capabilities delivered by the new wire-EDM machines and other new equipment dovetail with Die Technology’s own capabilities, and help provide a recipe for success.
“With our familiarity with the EDM process, we’re hitting our stride on the new wire-EDM machines,” offers Skoog. “Through our experience with designing and building dies as well as precision components, we’ve developed a lot of processes for making components and helping out the machining-services area of our business. High-precision machining—specifically producing complex high-accuracy machined components using our high-accuracy equipment—accounts for about 50 percent of our business.
“We commonly achieve that high-accuracy machining through multiple operations,” Skoog concludes. “Machining in our machining centers, sending it out for heat treating or stress relieving, then surface grinding, jig grinding and EDM. All of this gives us the unique advantage of using our high-precision capabilities to produce complex components across multiple operations. It’s been successful for us and helped with the successful startup of our sister company, Nanotech Precision, which utilizes our capabilities with very small components.” MF
View Glossary of Metalforming Terms
See also: GF Machining Solutions
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.

 Tooling
ToolingAvoiding the 7 Deadly Sins of Stamping: Part 2—Out-of-Sequen...
Art Hedrick Friday, March 29, 2024