





Quick Job Change a Must
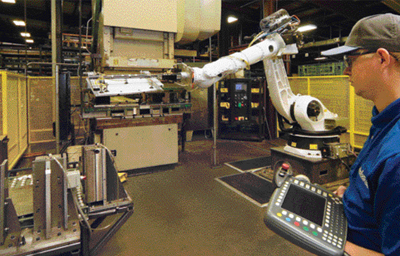
The company employs a variety of end-of-arm tooling (EOAT) on the robot, all of it produced inhouse.
“Suction cups comprise the majority of our EOAT, but for some jobs we may need to grip a part and rotate it, so we also use grip-type tooling,” says Brillhart.Quick-disconnect coupling enables rapid changeout of the EOAT, which, along with other quick-die-change efforts, provides job-change shortcuts. That’s extremely important, according to Brillhart.
“We are a low- to mid-volume production house, so changeover efficiency is a priority,” he says. “We will change part jobs 8 to 10 times in a day in this cell and run from 150 to 750 pieces per setup. So we can quickly change the EOAT, call up the job program and be ready to roll. As a result of our attention to quick job change, our changeovers now take only 18 to 22 min. from last part to first part.
“And because we can rotate the robot 180 deg.,” continues Brillhart, “we can tend one press while performing job setup on the other, which helps eliminate idle time.”
Learning to Master the Workcell
While no one denies the efficiencies robots can bring to a pressroom, metalformers traditionally have feared the knowhow that must be acquired to properly set up a robot and keep it online.“When we installed the robot, our staff performed the entire integration, incorporated safety features within the cell, performed all of the programming, and undertook the design and build of our EOAT, because I wanted them to learn this Kuka platform,” Brillhart says, noting that Norlen was committed to bringing in more robots from this company in the future—two other Kuka robots at Norlen occupy welding and assembly cells. “We sent a number of engineers over to Kuka’s technical center in Appleton, WI, for several weeks of training, and brought on some support from that robot supplier to help us through the initial programs and integration. We now have a confident staff that can service and program the robot, and can integrate new projects into the cell. We are fairly self-sufficient now. But again that required a lot of training up front.”
New Plant, Same Focus on Automation
With business continuing to grow, Brillhart says the company plans next year to open another nearby facility that will complement current Norlen manufacturing processes and add some new ones at the request of customers. And Norlen will continue to focus on automation as a path to success.
“We are like everyone else,” he explains. “The cost of goods sold comprise three things: material, labor and overhead. Material is what it is. We can work to buy material at the most competitive price but at the end of the day we can’t predict that price nor can we really have a lot of influence on material cost. For metalformers like us, those that best control labor and overhead typically win the game.” MF
View Glossary of Metalforming Terms
See also: KUKA Robotics Corp.
Technologies: Pressroom Automation
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
Automation and Humans: Replacement or Enhancement?
Kate Bachman February 26, 2024

