
Page 21 - MetalForming-Nov-2018-issue
P. 21
Position Feedback Signal
Pressure A Tranducer
Differential M Force Inputs
LMTD
PLC
Ethernet
Motion Controller
agnet
Servo- quality Valve
Manifold
Pressure B Tranducer
Control Drive
Signal Output
Upper Form Workpiece
Control Drive
Lower Form
Signal Output
Pressure B Tranducer
Differential Force Inputs
Pressure A Tranducer
Magnet
Manifold
Servo- quality Valve
Position Feedback Signal
LMTD
of RMCTools can set up motion by fill- ing out forms and selecting intuitive options from pull-down menus.
With the motion steps programmed, next came tuning the system for opti- mal operation. Here, the RMCTools package provides software for analyz- ing the motion and adjusting control loop gains. A Plot Manager function displays motion parameters versus time, and a Tuning Wizard simplifies
the tuning process.
“The manufacturer is very happy with
the performance of the press upgrade,” adds Hathaway. “As a result of the closed- loop controller upgrade, the quality of the press’ output now is consistently high and the productivity of the press has improved by about 30 percent.” MF
Article contributed by Brad Smith, Delta Computer Systems Inc., Battle Ground, WA; www.deltamotion.com.
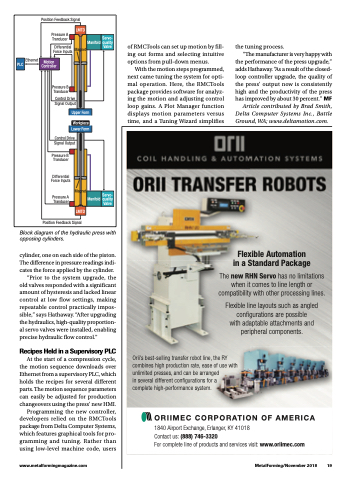
Block diagram of the hydraulic press with opposing cylinders.
cylinder, one on each side of the piston. The difference in pressure readings indi- cates the force applied by the cylinder.
“Prior to the system upgrade, the old valves responded with a significant amount of hysteresis and lacked linear control at low flow settings, making repeatable control practically impos- sible,” says Hathaway. “After upgrading the hydraulics, high-quality proportion- al servo valves were installed, enabling precise hydraulic flow control.”
Recipes Held in a Supervisory PLC
At the start of a compression cycle, the motion sequence downloads over Ethernet from a supervisory PLC, which holds the recipes for several different parts. The motion sequence parameters can easily be adjusted for production changeovers using the press’ new HMI.
Programming the new controller, developers relied on the RMCTools package from Delta Computer Systems, which features graphical tools for pro- gramming and tuning. Rather than using low-level machine code, users
Flexible Automation in a Standard Package
The new RHN Servo has no limitations when it comes to line length or compatibility with other processing lines.
Flexible line layouts such as angled configurations are possible with adaptable attachments and peripheral components.
Orii’s best-selling transfer robot line, the RY combines high production rate, ease of use with unlimited presses, and can be arranged
in several different configurations for a complete high-performance system.
ORIIMEC CORPORATION OF AMERICA
1840 Airport Exchange, Erlanger, KY 41018
Contact us: (888) 746-3320
For complete line of products and services visit: www.oriimec.com
www.metalformingmagazine.com
MetalForming/November 2018 19
