
Page 24 - MetalForming July 2017
P. 24
Tips for Improving
Plasma-Torch Consumable Life
Follow the advice presented here to optimize the life of your plasma- arc-cutting consumables—swirl ring, retaining cap, electrode, nozzle orifice and more—and ensure optimum and consistent cut quality.
1)Keep the consumables clean (Figs. 1, 2).
Buildup of dirt, grease and metal dust from daily use can easily clog the small holes in the swirl ring and inner retaining cap. These holes are of a spe- cific diameter and direction as to create
a vortex of plasma and shielding gas, to constrict the arc. Contaminated holes will cause the plasma arc to become skewed, resulting in poor cut quality. Wipe down pieces with a clean shop towel every time they are removed from the torch. When not in use, prop-
erly store the swirl ring and retaining cap away from con- taminants.
2)Use the correct plasma-
gas pressure.
The plasma-gas pressure setting must remain as close to that prescribed in the cutting charts as possible. If pressure increases by more than 5 psi, electrode wear will significant- ly increase. If pressure decreas- es by more than 5 psi, the noz- zle orifice will rapidly become out of round, reducing cut quality. 3)Verify proper
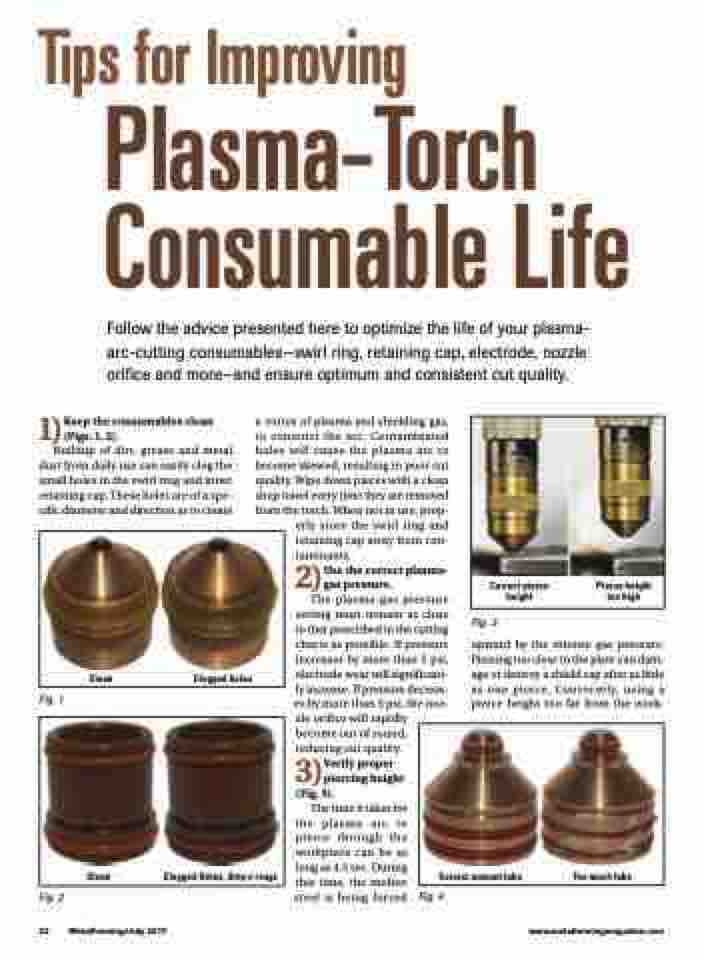
piercing height (Fig. 3).
The time it takes for the plasma arc to pierce through the workpiece can be as long as 4.5 sec. During this time, the molten
Correct pierce Pierce height height too high
Clean Clogged holes
Fig. 1
Fig. 3
upward by the intense gas pressure. Piercing too close to the plate can dam- age or destroy a shield cap after as little as one pierce. Conversely, using a pierce height too far from the work-
Clean Clogged Holes, dirty o-rings
Correct amount lube Too much lube
Fig. 2
steel is being forced
Fig. 4
22
MetalForming/July 2017
www.metalformingmagazine.com
