
Page 42 - MetalForming May 2017
P. 42
Die Development and Simulation Software
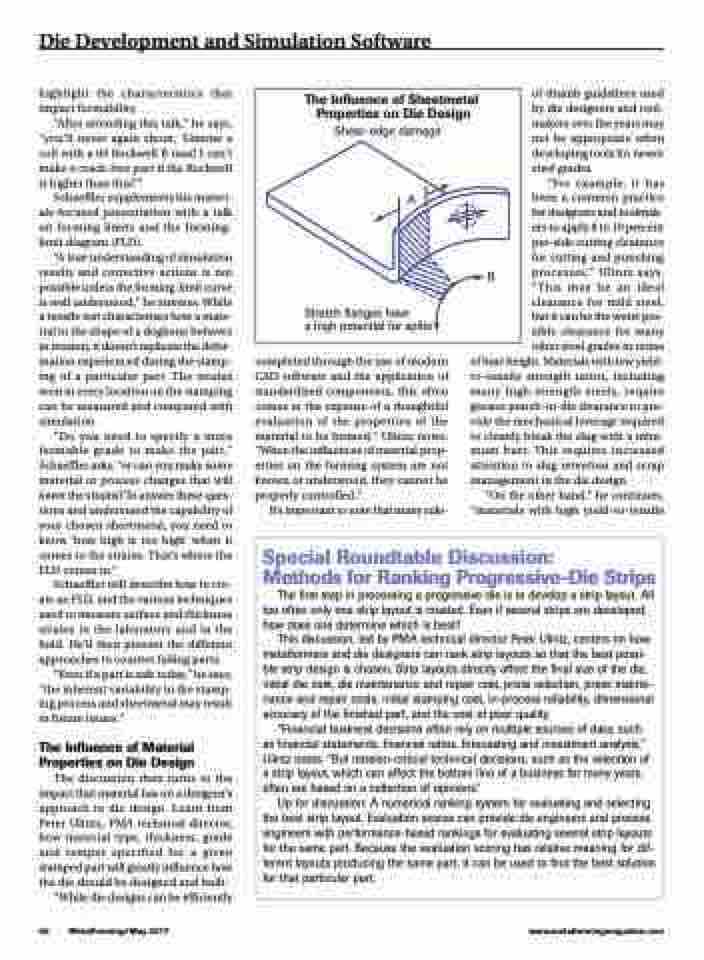
The Influence of Sheetmetal Properties on Die Design
Shear-edge damage
A
Stretch flanges have
a high potential for splits
B
highlight the characteristics that impact formability.
“After attending this talk,” he says, “you'll never again shout, ‘Gimme a coil with a 60 Rockwell B max! I can't make a crack-free part if the Rockwell is higher than this!’”
Schaeffler supplements his materi- als-focused presentation with a talk on forming limits and the forming- limit diagram (FLD).
“A true understanding of simulation results and corrective actions is not possible unless the forming-limit curve is well understood,” he stresses. While a tensile test characterizes how a mate- rial in the shape of a dogbone behaves in tension, it doesn’t replicate the defor- mation experienced during the stamp- ing of a particular part. The strains seen in every location on the stamping can be measured and compared with simulation.
“Do you need to specify a more formable grade to make the part,” Schaeffler asks, “or can you make some material or process changes that will lower the strains? To answer these ques- tions and understand the capability of your chosen sheetmetal, you need to know ‘how high is too high’ when it comes to the strains. That’s where the FLD comes in.”
Schaeffler will describe how to cre- ate an FLD, and the various techniques used to measure surface and thickness strains in the laboratory and in the field. He’ll then present the different approaches to counter failing parts.
“Even if a part is safe today,” he says, “the inherent variability in the stamp- ing process and sheetmetal may result in future issues.”
The Influence of Material Properties on Die Design
The discussion then turns to the impact that material has on a designer’s approach to die design. Learn from Peter Ulintz, PMA technical director, how material type, thickness, grade and temper specified for a given stamped part will greatly influence how the die should be designed and built.
“While die designs can be efficiently
completed through the use of modern CAD software and the application of standardized components, this often comes at the expense of a thoughtful evaluation of the properties of the material to be formed,” Ulintz notes. “When the influences of material prop- erties on the forming system are not known or understood, they cannot be properly controlled.”
It’s important to note that many rule-
of-thumb guidelines used by die designers and tool- makers over the years may not be appropriate when developing tools for newer steel grades.
“For example, it has been a common practice for designers and toolmak- ers to apply 8 to 10 percent per-side cutting clearance for cutting and punching processes,” Ulintz says. “This may be an ideal clearance for mild steel, but it can be the worst pos- sible clearance for many other steel grades in terms
of burr height. Materials with low yield- to-tensile strength ratios, including many high-strength steels, require greater punch-to-die clearance to pro- vide the mechanical leverage required to cleanly break the slug with a mini- mum burr. This requires increased attention to slug retention and scrap management in the die design.
“On the other hand,” he continues, “materials with high yield-to-tensile
Special Roundtable Discussion:
Methods for Ranking Progressive-Die Strips
The first step in processing a progressive die is to develop a strip layout. All too often only one strip layout is created. Even if several strips are developed, how does one determine which is best?
This discussion, led by PMA technical director Peter Ulintz, centers on how metalformers and die designers can rank strip layouts so that the best possi- ble strip design is chosen. Strip layouts directly affect the final size of the die, initial die cost, die maintenance and repair cost, press selection, press mainte- nance and repair costs, initial stamping cost, in-process reliability, dimensional accuracy of the finished part, and the cost of poor quality.
“Financial business decisions often rely on multiple sources of data, such as financial statements, financial ratios, forecasting and investment analysis,” Ulintz notes. “But mission-critical technical decisions, such as the selection of a strip layout, which can affect the bottom line of a business for many years, often are based on a collection of opinions.”
Up for discussion: A numerical ranking system for evaluating and selecting the best strip layout. Evaluation scores can provide die engineers and process engineers with performance-based rankings for evaluating several strip layouts for the same part. Because the evaluation scoring has relative meaning for dif- ferent layouts producing the same part, it can be used to find the best solution for that particular part.
40 MetalForming/May 2017
www.metalformingmagazine.com
