
Page 18 - MetalForming January 2017
P. 18
Optimizing Transfer-System
Motion–
is in SPM
Simulation of transfer- press motion only to verify interference-free processing isn’t good enough. Stampers should aim to optimize motion curves, following the advice offered here, to eke out additional strokes/min. (SPM) from their transfer presses.
BY BRAD F. KUVIN, EDITORIAL DIRECTOR
There’s huge money in SPM (strokes/min.) rates, freeing up press time so that management can add tools to the lineup without adding presses. That’s the bottom line when it comes to optimizing transfer- press motion, according to Mark Hansen, simulation supervisor for T- Sim Solutions. Optimize the transfer cycle—up front and before the die and tranfer fingers are installed on the shop floor, says Hansen—and press avail- ability will increase, as will the confi- dence of employees charged with get- ting new systems up and running with minimal tweaking.
Translating SPM into profitability, says Hansen, consider an application where press speed, through transfer sim- ulation and optimization, increases from 10 to 18 SPM. For an annual production run of 218,000 parts, press time drops from 420 hr. down to 246 hr. If press
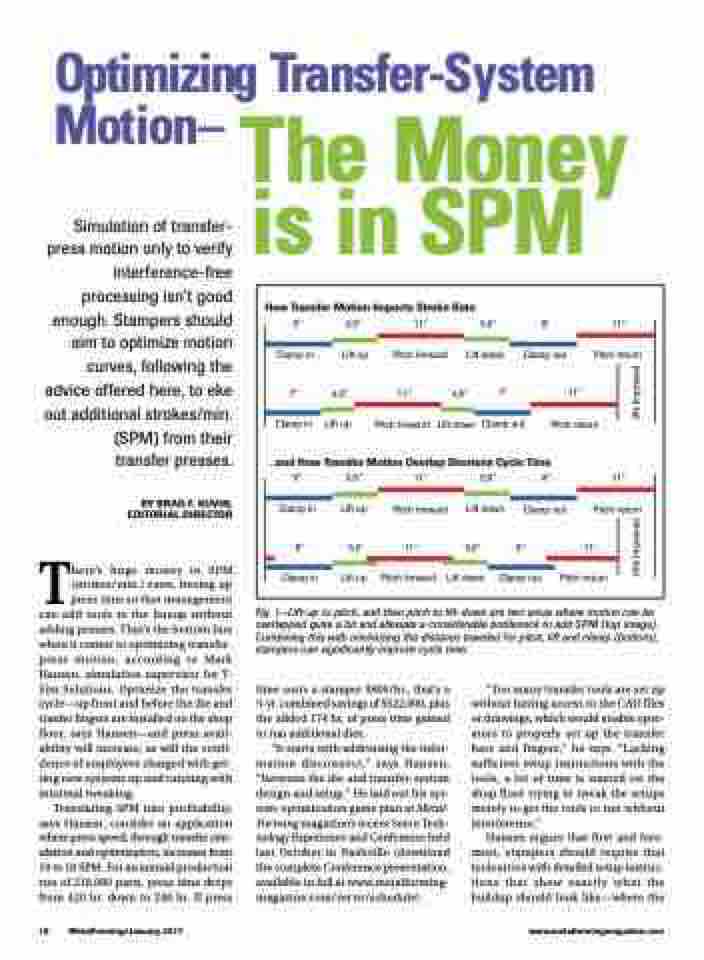
Fig. 1—Lift-up to pitch, and then pitch to lift-down are two areas where motion can be overlapped quite a bit and alleviate a considerable bottleneck to add SPM (top image). Combining this with minimizing the distance traveled for pitch, lift and clamp (bottom), stampers can significantly improve cycle time.
The Money
How Transfer Motion Impacts Stroke Rate
8"
Clamp in
7"
Clamp in
5.5"
Lift up
4.5"
Lift up
11"
Pitch forward
11"
5.5" Lift down
4.5" 7"
8" 11" Clamp out Pitch return
11"
Pitch forward Lift down Clamp out Pitch return
...and How Transfer Motion Overlap Shortens Cycle Time
8" Clamp in
8" Clamp in
5.5" Lift up
5.5" Lift up
11" Pitch forward
5.5" Lift down
8" Clamp out
11" Pitch return
11"
Pitch forward Lift down Clamp out Pitch return
5.5"
8"
11"
16 MetalForming/January 2017
www.metalformingmagazine.com
time costs a stamper $600/hr., that’s a 5-yr. combined savings of $522,000, plus the added 174 hr. of press time gained to run additional dies.
“It starts with addressing the infor- mation disconnect,” says Hansen, “between the die and transfer-system design and setup.” He laid out his sys- tem-optimization game plan at Metal- Forming magazine’s recent Servo Tech- nology Experience and Conference held last October in Nashville (download the complete Conference presentation, available in full at www.metalforming- magazine.com/servo/schedule).
“Too many transfer tools are set up without having access to the CAD files or drawings, which would enable oper- ators to properly set up the transfer bars and fingers,” he says. “Lacking sufficient setup instructions with the tools, a lot of time is wasted on the shop floor trying to tweak the setups merely to get the tools to run without interference.”
Hansen argues that first and fore- most, stampers should require that tools arrive with detailed setup instruc- tions that show exactly what the buildup should look like—where the
10% Improved 9% Improved
