
Page 56 - MetalForming September 2016
P. 56
Tooling by Design
By Peter Ulintz
Questions Regarding Stamping Challenging Materials? New Conference Has Some Answers
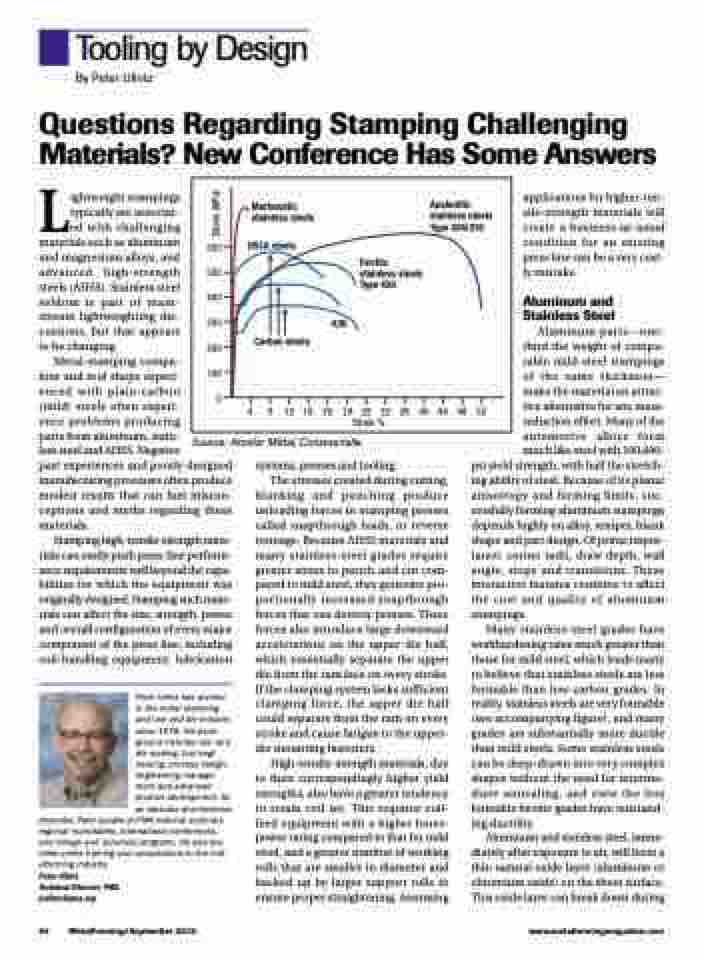
600 500 400 300 200 100
0
Ferritic stainless steels Type 430
Martensitic stainless steels
HSLA steels
Austenitic stainless steels Type 304/316
4
8 12 16 20 24 28 32 36 40 44 48 52 Strain %
Carbon steels
A36
Lightweight stampings typically are associat- ed with challenging materials such as aluminum and magnesium alloys, and advanced high-strength steels (AHSS). Stainless steel seldom is part of main- stream lightweighting dis- cussions, but that appears to be changing.
applications for higher-ten- sile-strength materials will create a business-as-usual condition for an existing press line can be a very cost- ly mistake.
Aluminum and Stainless Steel
Aluminum parts—one- third the weight of compa- rable mild-steel stampings of the same thickness— make the material an attrac- tive alternative for any mass- reduction effort. Many of the automotive alloys form much like steel with 100,000-
psi yield strength, with half the stretch- ing ability of steel. Because of its planar anisotropy and forming limits, suc- cessfully forming aluminum stampings depends highly on alloy, temper, blank shape and part design. Of prime impor- tance: corner radii, draw depth, wall angle, steps and transitions. These interactive features combine to affect the cost and quality of aluminum stampings.
Many stainless-steel grades have workhardening rates much greater than those for mild steel, which leads many to believe that stainless steels are less formable than low-carbon grades. In reality, stainless steels are very formable (see accompanying figure), and many grades are substantially more ductile than mild steels. Some stainless steels can be deep-drawn into very complex shapes without the need for interme- diate annealing, and even the less formable ferritic grades have outstand- ing ductility.
Aluminum and stainless steel, imme- diately after exposure to air, will form a thin natural oxide layer (aluminum or chromium oxide) on the sheet surface. This oxide layer can break down during
Metal-stamping compa-
nies and tool shops experi-
enced with plain-carbon
(mild) steels often experi-
ence problems producing
parts from aluminum, stain-
less steel and AHSS. Negative
past experiences and poorly designed manufacturing processes often produce modest results that can fuel miscon- ceptions and myths regarding these materials.
Stamping high-tensile-strength mate- rials can easily push press-line perform- ance requirements well beyond the capa- bilities for which the equipment was originally designed. Stamping such mate- rials can affect the size, strength, power and overall configuration of every major component of the press line, including coil-handling equipment, lubrication
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His back- ground includes tool and die making, tool engi- neering, process design, engineering manage- ment and advanced product development. As an educator and technical
presenter, Peter speaks at PMA national seminars, regional roundtables, international conferences, and college and university programs. He also pro- vides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
Source: Arcelor Mittal, Constructalia
systems, presses and tooling.
The stresses created during cutting,
blanking and punching produce unloading forces in stamping presses called snapthrough loads, or reverse tonnage. Because AHSS materials and many stainless-steel grades require greater stress to punch and cut com- pared to mild steel, they generate pro- portionally increased snapthrough forces that can destroy presses. These forces also introduce large downward accelerations on the upper die half, which essentially separate the upper die from the ram face on every stroke. If the clamping system lacks sufficient clamping force, the upper die half could separate from the ram on every stroke and cause fatigue to the upper- die mounting fasteners.
High-tensile-strength materials, due to their correspondingly higher yield strengths, also have a greater tendency to retain coil set. This requires coil- feed equipment with a higher horse- power rating compared to that for mild steel, and a greater number of working rolls that are smaller in diameter and backed up by larger support rolls to ensure proper straightening. Assuming
54 MetalForming/September 2016
www.metalformingmagazine.com
Stress (MPa)
