
Page 54 - MetalForming September 2016
P. 54
The Science of Forming
By Stuart Keeler
Making College Graduates Job-Ready
Application of Data
ma
48
Red
44 Yellow
40
L FLC 36L
32
28
24
20
16
12
Line
Green
8 4 0
L L
L
LLL
L L Safety
1 2 3 4 5 6 7 8 9 10 Circle Number
How many times have college seniors attended their graduations, received their diplomas and reported the following Monday to a full-time job in a sheet- metal-manufacturing plant? Are fresh graduates ready to start day one with a usable knowledge base and an under- standing of the daily language? A graduate should not require several months on the job before being able to work without a translator and daily guide.
Most colleges and universities employ excellent professors and great teaching programs. Unfortunately, some lack a key segment or two of information. Here are some issues and remedies.
1) Press-shop jobs are not “cool”—students have mis- conceptions about career paths.
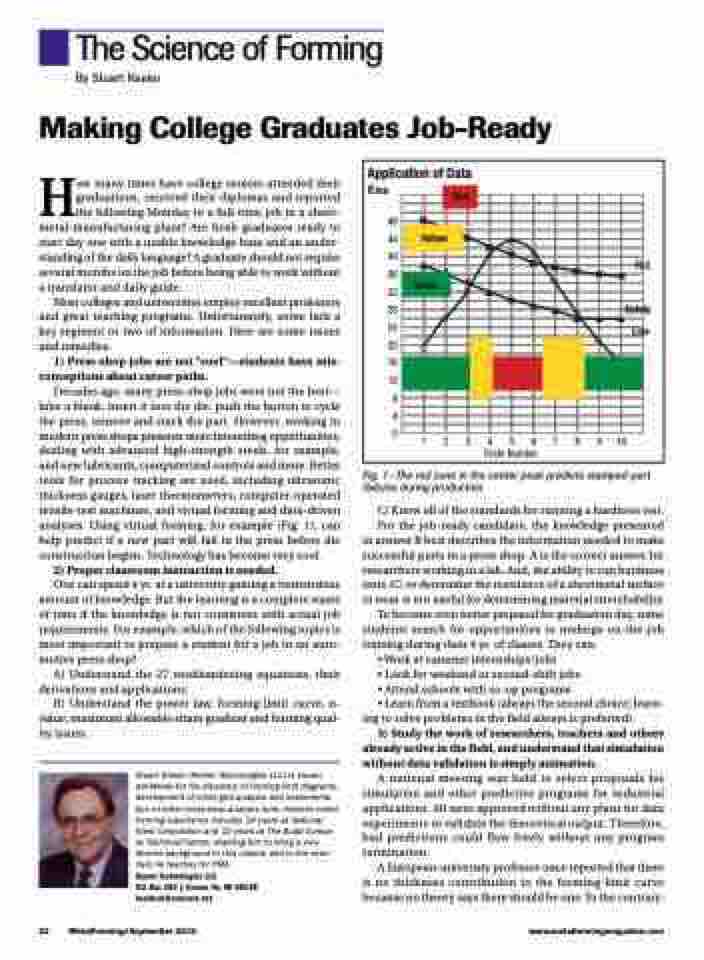
Decades ago, many press-shop jobs were not the best— lube a blank, insert it into the die, push the button to cycle the press, remove and stack the part. However, working in modern press shops presents more interesting opportunities, dealing with advanced high-strength steels, for example, and new lubricants, computerized controls and more. Better tools for process tracking are used, including ultrasonic thickness gauges, laser thermometers, computer-operated tensile-test machines, and virtual forming and data-driven analyses. Using virtual forming, for example (Fig. 1), can help predict if a new part will fail in the press before die construction begins. Technology has become very cool.
2) Proper classroom instruction is needed.
One can spend 4 yr. at a university gaining a tremendous amount of knowledge. But the learning is a complete waste of time if the knowledge is not consistent with actual job requirements. For example, which of the following topics is most important to prepare a student for a job in an auto- motive press shop?
A) Understand the 27 workhardening equations, their derivations and applications.
B) Understand the power law, forming-limit curve, n- value, maximum allowable strain gradient and forming qual- ity issues.
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementa- tion of other press-shop analysis tools. Keeler’s metal- forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Compa- ny Technical Center, enabling him to bring a very diverse background to this column and to the semi- nars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 keeltech@comcast.net
Fig. 1—The red zone in the center peak predicts stamped-part failures during production.
C) Know all of the standards for running a hardness test.
For the job-ready candidate, the knowledge presented in answer B best describes the information needed to make successful parts in a press shop. A is the correct answer for researchers working in a lab. And, the ability to run hardness tests (C) to determine the resistance of a sheetmetal surface to wear is not useful for determining material stretchability.
To become even better prepared for graduation day, some students search for opportunities to undergo on-the-job training during their 4 yr. of classes. They can:
• Work at summer internships/jobs
• Look for weekend or second-shift jobs
• Attend schools with co-op programs
• Learn from a textbook (always the second choice; learn-
ing to solve problems in the field always is preferred).
3) Study the work of researchers, teachers and others already active in the field, and understand that simulation without data validation is simply animation.
A national meeting was held to select proposals for simulation and other predictive programs for industrial applications. All were approved without any plans for data experiments to validate the theoretical output. Therefore, bad predictions could flow freely without any program termination.
A European-university professor once reported that there is no thickness contribution to the forming-limit curve because no theory says there should be one. To the contrary:
52 MetalForming/September 2016
www.metalformingmagazine.com
