
Page 25 - MetalForming July 2016
P. 25
research and development manager Bruce Grant. “We see this as the biggest need in the industry today, and the biggest shortcoming of the equipment that’s been manufactured and in use by stampers during the last 30 years or so. To overcome these shortcomings, we’ve identified where the design enhancements are needed to ensure that the equipment will perform as needed, with the reliability and dependability stampers require. That starts with the development of software utilities that allow stampers to evaluate the new equipment from a design and performance standpoint, to give them confidence in the equipment as they take on these challenging materials.”
Force, Torque and Roll Deflection
It all starts with calculating the forces needed to bend and straighten these higher-strength materials as they feed from coil through the feed line to the press. The software utilities Grant describes can determine these forces based on material properties and coil width, with the goal of removing coil set and cross bow.
“Then we must calculate the torque required to drive the straightening rolls,” he says, “in order to impart the needed forces on the material. And, finally, we can use finite-element analy- sis (FEA) to verify that the machine design and gear train will withstand the forces generated.”
What’s the impact of increasing material yield strength from, for exam- ple, 50 ksi to 90 ksi? According to Grant, such an increase results in an 81-percent increase in the amount of force required, along with a 67-percent increase in required horsepower and 63-percent increase in pinch-roll gear torque.
“Roll deflection in these high-force applications is a primary concern,” adds Coe engineering manager Jim Ward. “We see in many cases that the older equipment used by stampers generally lacks the force delivery to the work rolls needed to adequately bend AHSS mate- rial. Or, while the straightener may be able to apply the force needed, it won’t have sufficient roll support. As a result,
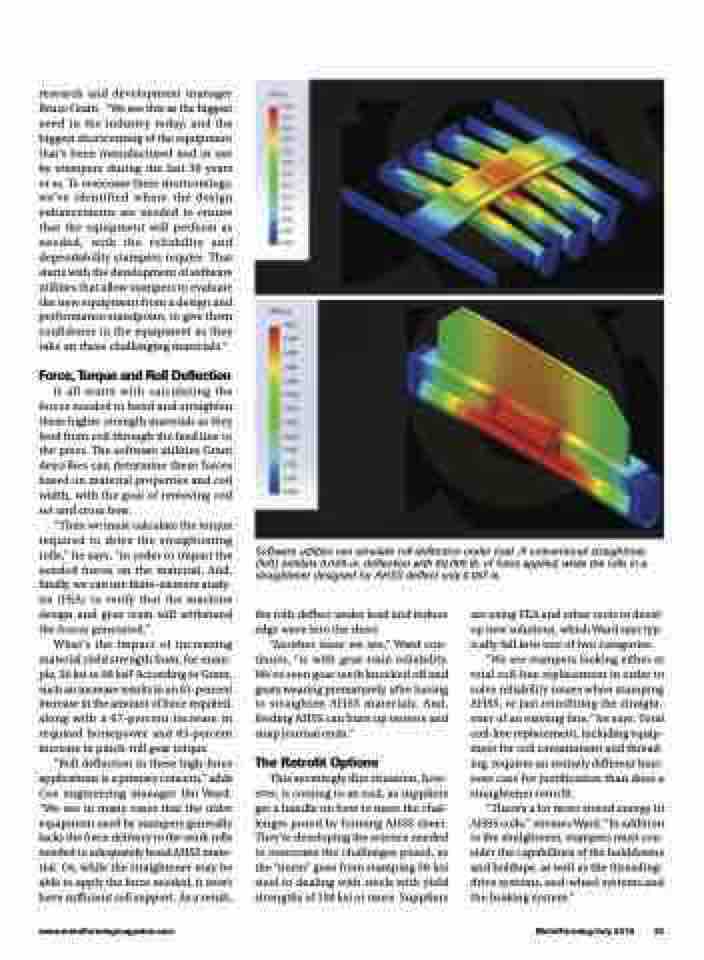
Software utilities can simulate roll deflection under load. A conventional straightener (left) exhibits 0.049-in. deflection with 60,000 lb. of force applied, while the rolls in a straightener designed for AHSS deflect only 0.007 in.
www.metalformingmagazine.com
MetalForming/July 2016 23
the rolls deflect under load and induce edge wave into the sheet.
“Another issue we see,” Ward con- tinues, “is with gear-train reliability. We’ve seen gear teeth knocked off and gears wearing prematurely, after having to straighten AHSS materials. And, feeding AHSS can burn up motors and snap journal ends.”
The Retrofit Options
This seemingly dire situation, how- ever, is coming to an end, as suppliers get a handle on how to meet the chal- lenges posed by forming AHSS sheet. They’re developing the science needed to overcome the challenges posed, as the “norm” goes from stamping 50-ksi steel to dealing with steels with yield strengths of 100 ksi or more. Suppliers
are using FEA and other tools to devel- op new solutions, which Ward says typ- ically fall into one of two categories.
“We see stampers looking either at total coil-line replacement in order to solve reliability issues when stamping AHSS, or just retrofitting the straight- ener of an existing line,” he says. Total coil-line replacement, including equip- ment for coil containment and thread- ing, requires an entirely different busi- ness case for justification than does a straightener retrofit.
“There’s a lot more stored energy in AHSS coils,” stresses Ward. “In addition to the straightener, stampers must con- sider the capabilities of the holddowns and holdups, as well as the threading- drive systems, end-wheel systems and the braking system.”
