
Page 52 - MetalForming April 2016
P. 52
The Science of Forming
By Stuart Keeler
Evaluating Stretching Capacity
0.30 0.25 0.20 0.15 0.10 0.05
00 5 10 15 20 25 30 Engineering Strain (%)
TRIP
350/600
DP 350/600 HSLA 350/450
Mild and high-strength steels are available with many levels of strength and formability. Metalformers across the world use different properties to specify and order their steel, yield and tensile strength being the most common. Press shops often receive certifications with their incoming coils; these only specify composition, and lack information about formability.
0.3
0.2
0.1
0
200 400 600 Engineering Yield Strength (MPa)
HSLA
Fig. 1—Graph showing interaction between yield stress and n-value. These data are not applicable to the new advanced high-strength steels.
Stamping of metal parts requires property information that exceeds the conventional yield and tensile strengths. Two additional key properties, workhardening exponent (n-value) and the forming-limit diagram (FLD), often are not includ- ed with the shipping information. And, not all press shops have the test equipment needed to obtain their own data.
Fortunately, some general properties for steels can be found, while other information can be estimated. The n-value for mild and high-strength steels tends to remain constant over the entire deformation life of the steel. If the yield
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementa- tion of other press-shop analysis tools. Keeler’s metal- forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and to the seminars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 keeltech@comcast.net
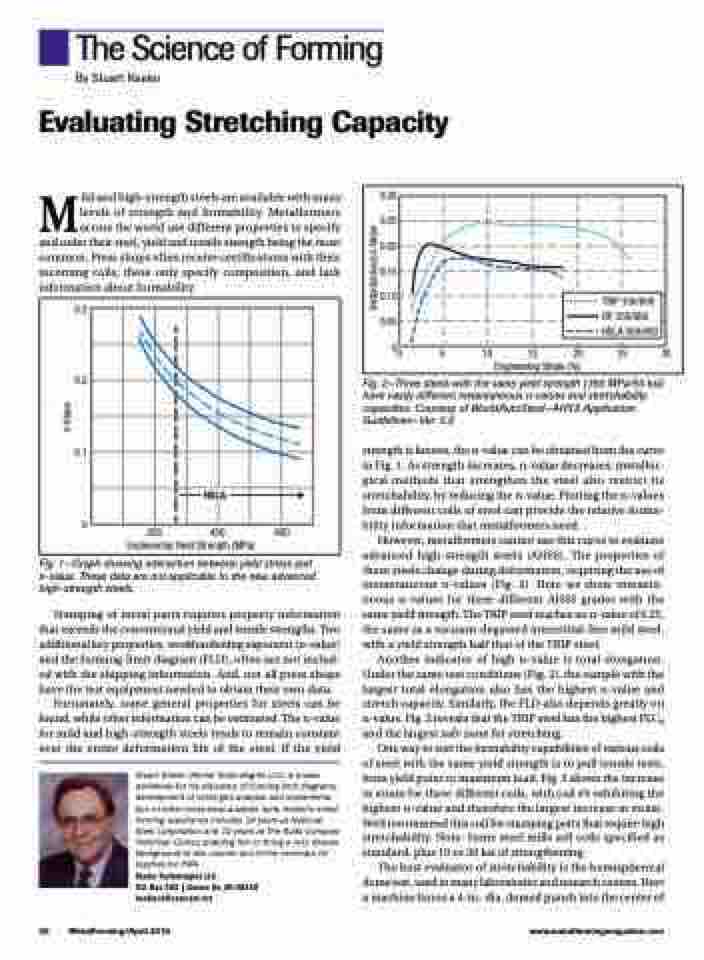
Fig. 2—Three steels with the same yield strength (350 MPa/50 ksi) have vastly different instantaneous n-values and stretchability capacities. Courtesy of WorldAutoSteel—AHSS Application Guidelines—Ver. 5.0
strength is known, the n-value can be obtained from the curve in Fig. 1. As strength increases, n-value decreases; metallur- gical methods that strengthen the steel also restrict its stretchability, by reducing the n-value. Plotting the n-values from different coils of steel can provide the relative forma- bility information that metalformers need.
However, metalformers cannot use this curve to evaluate advanced high-strength steels (AHSS). The properties of these steels change during deformation, requiring the use of instantaneous n-values (Fig. 2). Here we show instanta- neous n-values for three different AHSS grades with the same yield strength. The TRIP steel reaches an n-value of 0.25, the same as a vacuum-degassed interstitial-free mild steel, with a yield strength half that of the TRIP steel.
Another indicator of high n-value is total elongation. Under the same test conditions (Fig. 2), the sample with the largest total elongation also has the highest n-value and stretch capacity. Similarly, the FLD also depends greatly on n-value. Fig. 2 reveals that the TRIP steel has the highest FLC0 and the largest safe zone for stretching.
One way to sort the formability capabilities of various coils of steel with the same yield strength is to pull tensile tests, from yield point to maximum load. Fig. 3 shows the increase in strain for three different coils, with coil #3 exhibiting the highest n-value and therefore the largest increase in strain. We’d recommend this coil for stamping parts that require high stretchability. Note: Some steel mills sell coils specified as standard, plus 10 or 20 ksi of strengthening.
The best evaluator of stretchability is the hemispherical dome test, used in many laboratories and research centers. Here a machine forces a 4-in.-dia. domed punch into the center of
50 MetalForming/April 2016
www.metalformingmagazine.com
n-Value
Instantaneous n-Value
