
Page 43 - MetalForming November 2015
P. 43
MetalForming/November 2015 41
Precision Metalforming Association MetalForming magazine
Mexico Executive
Forum and Technical
Conference
February 2-4, 2016 • Monterrey, Mexico
If you’re a manufacturer currently doing business in Mexico or would like to expand your business in Mexico, then save these dates:
February 2, 2016
ERP Software Experience
Explore the latest trends and developments in ERP software.
February 3, 2016
Metalforming Executive Forum
Participate in interactive sessions with other executives doing business in Mexico.
February 4, 2016
Press and Die Maintenance Seminar
Presentations will cover best practices for stamping-plant maintenance. (in Spanish)
Contact Marlene O’Brien at 216-901-8800 or visit www.pma.org/mxtechcon for more information.
Our sponsors:
®
The Science of Forming
B2
A2
A1
Strain
B1
Positive
B2
Positive
A2
Typically 2% Stretch
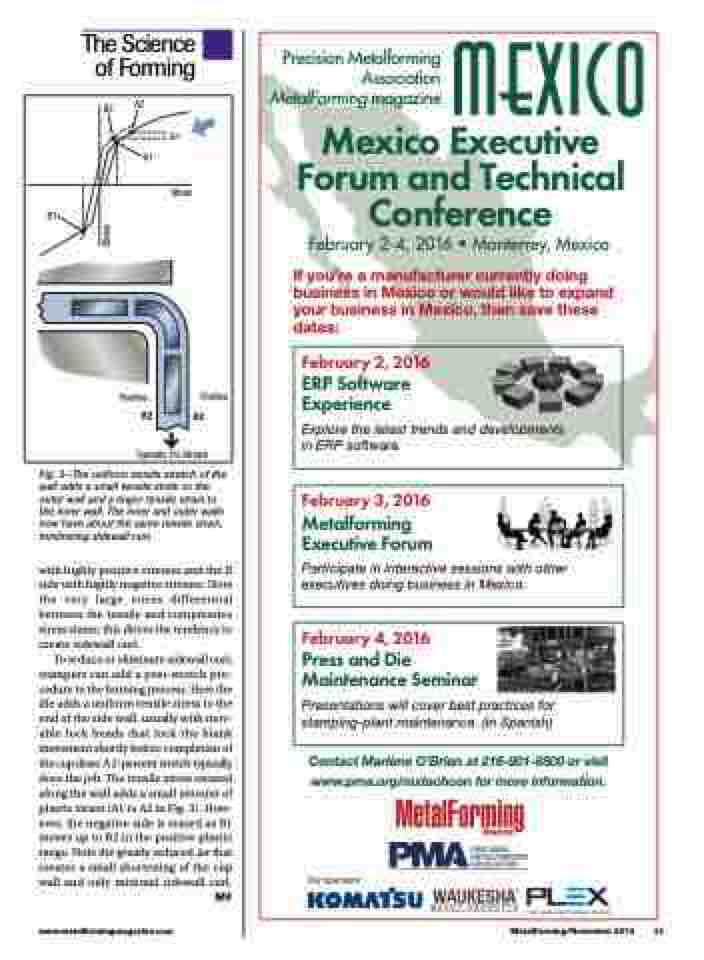
Fig. 3—The uniform tensile stretch of the wall adds a small tensile strain to the outer wall and a major tensile strain to the inner wall. The inner and outer walls now have about the same tensile strain, minimizing sidewall curl.
with highly positive stresses and the B side with highly negative stresses. Note the very large stress differential between the tensile and compressive stress states; this drives the tendency to create sidewall curl.
To reduce or eliminate sidewall curl, stampers can add a post-stretch pro- cedure to the forming process. Here the die adds a uniform tensile stress to the end of the side wall, usually with mov- able lock beads that lock the blank movement shortly before completion of the cup draw. A 2-percent stretch typically does the job. The tensile stress created along the wall adds a small amount of plastic strain (A1 to A2 in Fig. 3). How- ever, the negative side is erased as B1 moves up to B2 in the positive plastic range. Note the greatly reduced that creates a small shortening of the cup wall and only minimal sidewall curl.
www.metalformingmagazine.com
MF
Stress
