
Page 42 - MetalForming November 2015
P. 42
The Science of Forming By Stuart Keeler
The Battle Between Tension and Compression
T C
T C
A
Strain
B
Negative Compressive
Positive Tensile
BA
For centuries metalforming and other manufacturing processes have fought the battle against internal stresses created by the laws of nature:
1) All matter attempts to move to its lowest-energy state.
2) All stampings will take whatever shape is possible to reduce residual stresses.
3) Achieving an energy state (part configuration) higher than the lowest state requires the addition of external energy to the system.
4) Nothing comes free—Mother Nature exacts a price for extra benefits. For a demonstration of these laws and stresses, consider a deep-drawn cup (Fig. 1). During forming, the blank compresses in the circumferential direction as it moves toward the die radius. With the formed cup still in the die, its entire wall remains under com- pressive stress. Then, as the cup is removed from the die, the compres- sive stresses in the top half release and cup diameter increases. Plastic strain in the cup walls limits the amount of movement, and also restricts the open- ing of the cup diameter in the bottom
half of the wall.
As shown in Fig. 1, the cup contin-
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementation of other press-shop analysis
tools. Keeler’s metalform- ing experience includes 24 years at National
Steel Corporation and 12 years at The Budd Com- pany Technical Center, enabling him to bring a very diverse background to this column and to the sem- inars he teaches for PMA.
Keeler Technologies LLC P.O. Box 283
Grosse Ile, MI 48138 keeltech@comcast.net
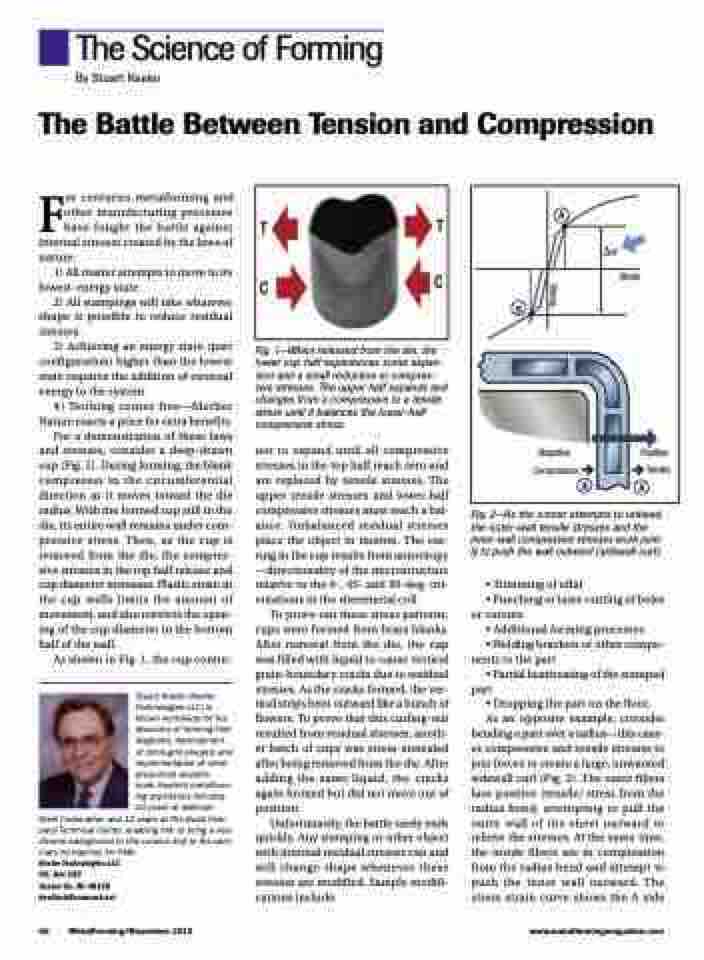
Fig. 1—When released from the die, the lower cup half experiences some expan- sion and a small reduction in compres- sive stresses. The upper half expands and changes from a compressive to a tensile stress until it balances the lower-half compressive stress.
ues to expand until all compressive stresses in the top half reach zero and are replaced by tensile stresses. The upper tensile stresses and lower-half compressive stresses must reach a bal- ance. Unbalanced residual stresses place the object in motion. The ear- ring in the cup results from anisotropy —directionality of the microstructure relative to the 0-, 45- and 90-deg. ori- entations in the sheetmetal coil.
To prove-out these stress patterns, cups were formed from brass blanks. After removal from the die, the cup was filled with liquid to cause vertical grain-boundary cracks due to residual stresses. As the cracks formed, the ver- tical strips bent outward like a bunch of flowers. To prove that this curling-out resulted from residual stresses, anoth- er batch of cups was stress-annealed after being removed from the die. After adding the same liquid, the cracks again formed but did not move out of position.
Unfortunately, the battle rarely ends quickly. Any stamping or other object with internal residual stresses can and will change shape whenever these stresses are modified. Sample modifi- cations include:
Fig. 2—As the corner attempts to unbend, the outer-wall tensile stresses and the inner-wall compressive stresses work joint- ly to push the wall outward (sidewall curl).
• Trimming of offal
• Punching or laser-cutting of holes or cutouts
• Additional forming processes
• Welding brackets or other compo- nents to the part
• Partial heattreating of the stamped part
• Dropping the part on the floor.
As an opposite example, consider bending a part over a radius—this caus- es compressive and tensile stresses to join forces to create a large, unwanted sidewall curl (Fig. 2). The outer fibers face positive (tensile) stress from the radius bend, attempting to pull the outer wall of the sheet outward to relieve the stresses. At the same time, the inside fibers are in compression from the radius bend and attempt to push the inner wall outward. The stress-strain curve shows the A side
40 MetalForming/November 2015
www.metalformingmagazine.com
Stress
