
Page 42 - MetalForming August 2015
P. 42
Tooling by Design
By Peter Ulintz
Don’t Blame the Die Setup
Problems in the press shop sometimes are blamed on poor press-setup practices, when the source of the problem actually may lie with the die design or the press selection.
Press selection usually is predetermined by process engineering or tool engineering prior to tool construc- tion. At this early phase of process development, engi- neers often estimate pressing forces to ensure that the press selected has adequate force capacity. They also will estimate die size to ensure that it will fit in the press. Unfortunately, little consideration, if any, has been given to the negative effects of off-center loading on part qual- ity and die life.
Problems Related to Die Design
Maintaining an even distribution of the work load across the slide face (ram) is critical to ensuring good part quality, improving die life and reducing press maintenance. Uneven distribution of
working forces
in a die across
the press slide
can cause the
slide to tip and
move laterally
in the direction
of the greatest
force. If this Fig. 2
movement occurs with the punches engaged with other die components, excessive wear or damage can occur.
As a rule, stampers must first recognize the potential for misalignment due to ram tipping, and then manage or elim- inate this potential during die design. It may not be practi- cal to design and build progressive dies with perfectly cen- tered loads. But, with excessive tipping moments present, the die must be able to redistribute and balance the cutting and forming loads as evenly as possible. Ignoring the distri- bution of press loads can lead to die and press damage.
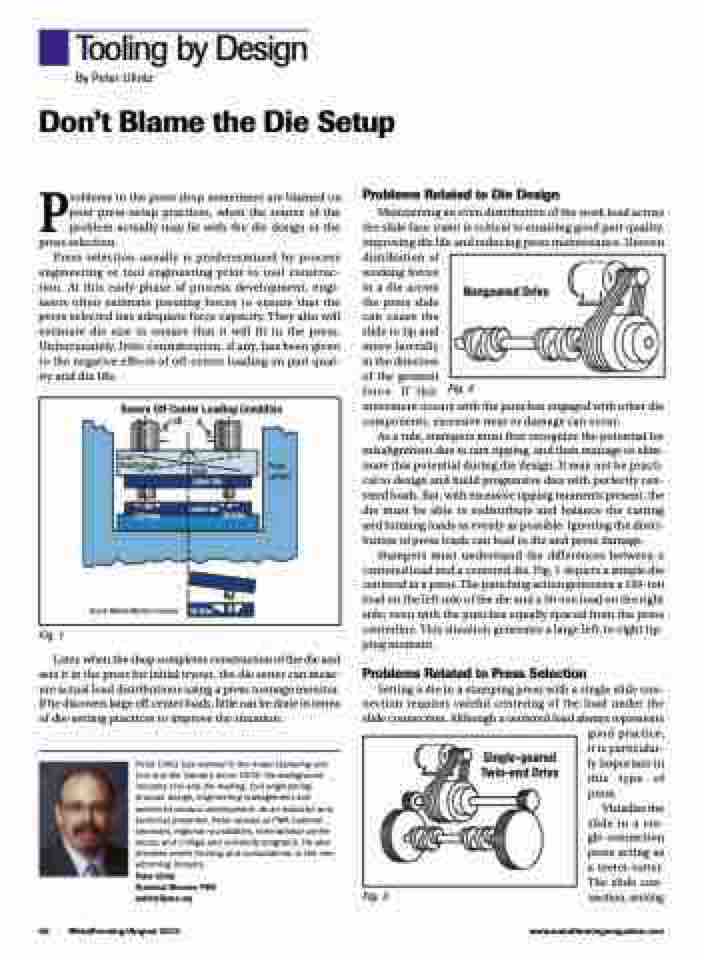
Stampers must understand the differences between a centered load and a centered die. Fig. 1 depicts a simple die centered in a press. The punching action generates a 100-ton load on the left side of the die and a 50-ton load on the right side; even with the punches equally spaced from the press centerline. This situation generates a large left-to-right tip- ping moment.
Problems Related to Press Selection
Setting a die in a stamping press with a single slide con- nection requires careful centering of the load under the slide connection. Although a centered load always represents
Nongeared Drive
Severe Off-Center Loading Condition
2
Load Snapthrough
Source: Minster Machine Company
100 tons
Slide
Upper die
Lower die
50 tons
Press upright
50 tons
Fig. 1
Later, when the shop completes construction of the die and sets it in the press for initial tryout, the die setter can meas- ure actual load distributions using a press tonnage monitor. If he discovers large off-center loads, little can be done in terms of die-setting practices to improve the situation.
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His background includes tool and die making, tool engineering, process design, engineering management and advanced product development. As an educator and technical presenter, Peter speaks at PMA national seminars, regional roundtables, international confer- ences, and college and university programs. He also provides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
Fig. 3
good practice, it is particular- ly important in this type of press.
Visualize the slide in a sin- gle-connection press acting as a teeter-totter. The slide con- nection, serving
Single-geared Twin-end Drive
40 MetalForming/August 2015
www.metalformingmagazine.com
