
Page 32 - MetalForming May 2015
P. 32
Automotive Steels
Fig. 10—Acura TLX
Chevy Colorado
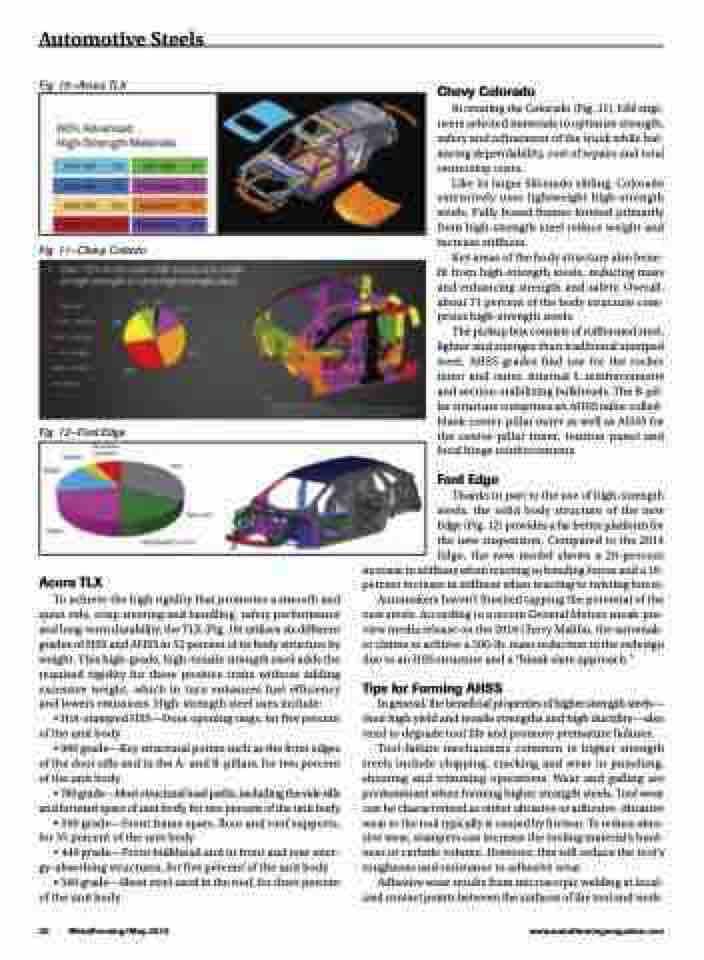
In creating the Colorado (Fig. 11), GM engi- neers selected materials to optimize strength, safety and refinement of the truck while bal- ancing dependability, cost of repairs and total ownership costs.
Like its larger Silverado sibling, Colorado extensively uses lightweight high-strength steels. Fully boxed frames formed primarily from high-strength steel reduce weight and increase stiffness.
Key areas of the body structure also bene- fit from high-strength steels, reducing mass and enhancing strength and safety. Overall, about 71 percent of the body structure com- prises high-strength steels.
The pickup box consists of rollformed steel, lighter and stronger than traditional stamped steel. AHSS grades find use for the rocker inner and outer, internal L reinforcements and section-stabilizing bulkheads. The B-pil- lar structure comprises an AHSS tailor-rolled- blank center-pillar outer as well as AHSS for the center-pillar inner, tension panel and local hinge reinforcements.
Ford Edge
Thanks in part to the use of high-strength steels, the solid body structure of the new Edge (Fig. 12) provides a far better platform for the new suspension. Compared to the 2014 Edge, the new model shows a 26-percent
increase in stiffness when reacting to bending forces and a 16- percent increase in stiffness when reacting to twisting forces. Automakers haven’t finished tapping the potential of the new steels. According to a recent General Motors sneak-pre- view media release on the 2016 Chevy Malibu, the automak- er claims to achieve a 300-lb. mass reduction in the redesign
due to an HSS structure and a “blank slate approach.”
Tips for Forming AHSS
In general, the beneficial properties of higher strength steels— their high yield and tensile strengths and high ductility—also tend to degrade tool life and promote premature failures.
Tool-failure mechanisms common to higher strength steels include chipping, cracking and wear in punching, shearing and trimming operations. Wear and galling are predominant when forming higher strength steels. Tool wear can be characterized as either abrasive or adhesive. Abrasive wear to the tool typically is caused by friction. To reduce abra- sive wear, stampers can increase the tooling material’s hard- ness or carbide volume. However, this will reduce the tool’s toughness and resistance to adhesive wear.
Adhesive wear results from microscopic welding at local- ized contact points between the surfaces of the tool and work-
Fig. 11—Chevy Colardo
Fig. 12—Ford Edge
Acura TLX
To achieve the high rigidity that promotes a smooth and quiet ride, crisp steering and handling, safety performance and long-term durability, the TLX (Fig. 10) utilizes six different grades of HSS and AHSS in 52 percent of its body structure by weight. This high-grade, high-tensile strength steel adds the required rigidity for these positive traits without adding excessive weight, which in turn enhances fuel efficiency and lowers emissions. High-strength steel uses include:
• Hot-stamped HSS—Door opening rings, for five percent of the unit body
• 980 grade—Key structural points such as the front edges of the door sills and in the A- and B-pillars, for two percent of the unit body
• 780 grade—Most structural load paths, including the side sills and forward spars of unit body, for two percent of the unit body • 590 grade—Front frame spars, floor and roof supports,
for 35 percent of the unit body
• 440 grade—Front bulkhead and in front and rear ener-
gy-absorbing structures, for five percent of the unit body
• 340 grade—Sheet steel used in the roof, for three percent
of the unit body.
30 MetalForming/May 2015
www.metalformingmagazine.com
