
Page 24 - MetalForming March 2015
P. 24
Motion Controllers in Combined Workcells
Maintenance Touchscreen
DVI Cable
Ethernet
Ethernet
Factory LAN
Supervisory PLC
6 “Punch” Motion Axes
EtherCAT
Delta RMC150
Wireless Router
I/O Panels
Furnance Touchscreen
Forming Touchscreen
2 Forming Axes
Switch
Switch
Ethernet
Delta RMC75
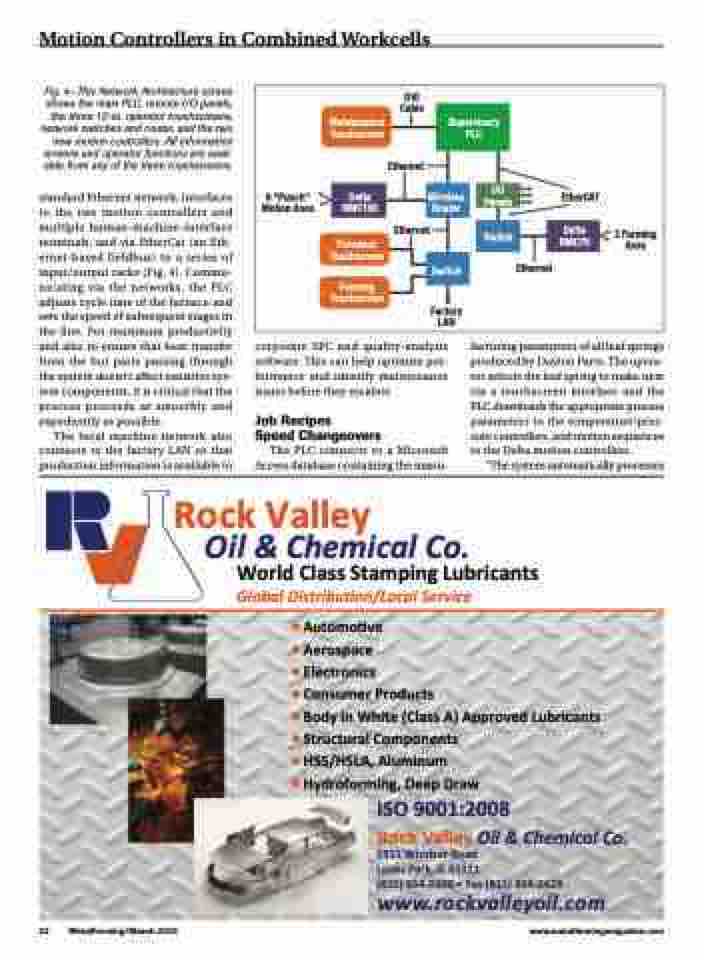
Fig. 4—This Network Architecture screen shows the main PLC, remote I/O panels, the three 15-in. operator touchscreens, network switches and router, and the two new motion controllers. All information screens and operator functions are avail- able from any of the three touchscreens.
standard Ethernet network, interfaces to the two motion controllers and multiple human-machine-interface terminals, and via EtherCat (an Eth- ernet-based fieldbus) to a series of input/output racks (Fig. 4). Commu- nicating via the networks, the PLC adjusts cycle time of the furnace and sets the speed of subsequent stages in the line. For maximum productivity and also to ensure that heat transfer from the hot parts passing through the system doesn’t affect sensitive sys- tem components, it is critical that the process proceeds as smoothly and expediently as possible.
The local machine network also connects to the factory LAN so that production information is available to
corporate SPC and quality-analysis software. This can help optimize per- formance and identify maintenance issues before they escalate.
Job Recipes
Speed Changeovers
The PLC connects to a Microsoft Access database containing the manu-
facturing parameters of all leaf springs produced by Dayton Parts. The opera- tor selects the leaf spring to make next via a touchscreen interface and the PLC downloads the appropriate process parameters to the temperature/pres- sure controllers, and motion sequences to the Delta motion controllers.
“The system automatically processes
+",(-%.('//%01'23456%789,4#'51/
.#,/+#$����������������� �������
� ���������
�%:),"/3'#)
�%;()#1,"54#/
�%."5/82),%<,"-8#1/
� ���� �� ����� ������ �� �������� ���������� �%01,8#18,'(%."23"5)51/ �%=00>=07:?%:(824582 �%=*-,"@",2456?%A))3%A,'B
C0D%EFFGHIFFJ
!"#$%&'(()*%!"#$%$&'()"*+#$&,- GEGG%+45-/",%!"'-
����� ����� �� �����
����� �������� � ��� ����� ��������
000-1,*2�+##(3,"#-*,)
!"#$%&'(()*
!"#$%$&'()"*+#$&,-
22 MetalForming/March 2015
www.metalformingmagazine.com
