
Page 20 - MetalForming March 2015
P. 20
Motion Controllers
in Combined Workcells
Streamline Leaf-Spring Forming
A 1920s-era production process goes state-of-the- art, eliminating a costly heating process and cutting cycle time dramatically.
BY REID BOLLINGER
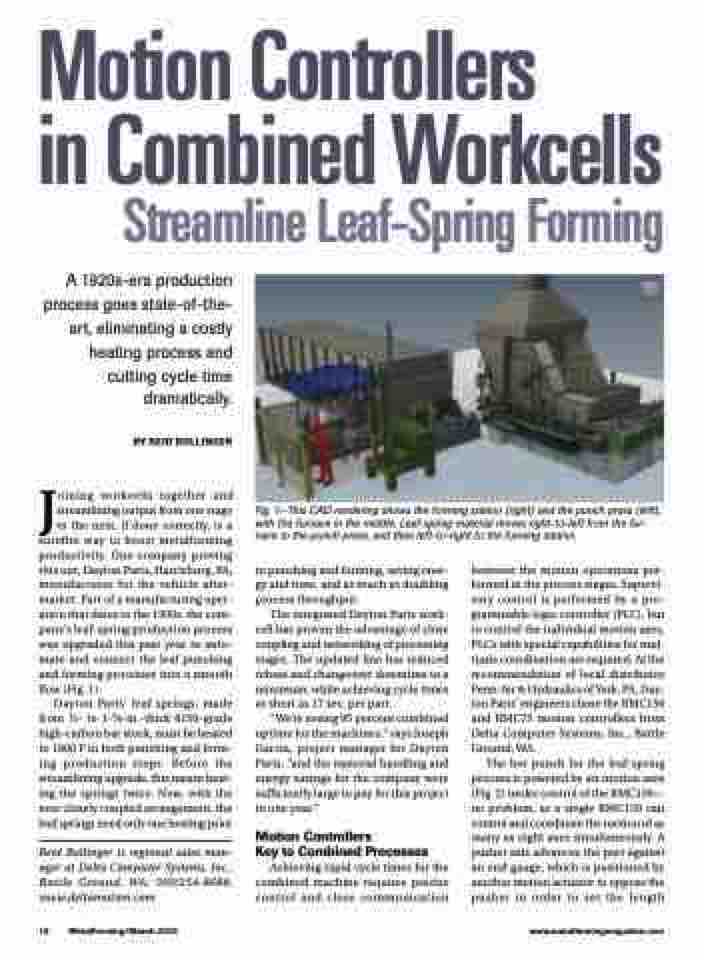
Joining workcells together and streamlining output from one stage to the next, if done correctly, is a surefire way to boost metalforming productivity. One company proving this out, Dayton Parts, Harrisburg, PA, manufactures for the vehicle after- market. Part of a manufacturing oper- ation that dates to the 1920s, the com- pany’s leaf-spring production process was upgraded this past year to auto- mate and connect the leaf punching and forming processes into a smooth flow (Fig. 1).
Dayton Parts’ leaf springs, made from 1⁄2- to 1-5⁄8-in.-thick 6150-grade high-carbon bar stock, must be heated to 1800 F in both punching and form- ing production steps. Before the streamlining upgrade, this meant heat- ing the springs twice. Now, with the new closely coupled arrangement, the leaf springs need only one heating prior
Reid Bollinger is regional sales man- ager at Delta Computer Systems, Inc., Battle Ground, WA; 360/254-8688; www.deltamotion.com.
Fig. 1—This CAD rendering shows the forming station (right) and the punch press (left), with the furnace in the middle. Leaf-spring material moves right-to-left from the fur- nace to the punch press, and then left-to-right to the forming station.
to punching and forming, saving ener- gy and time, and as much as doubling process throughput.
The integrated Dayton Parts work- cell has proven the advantage of close coupling and networking of processing stages. The updated line has reduced reheat and changeover downtime to a minimum, while achieving cycle times as short as 17 sec. per part.
“We’re seeing 95 percent combined uptime for the machines,” says Joseph Garcia, project manager for Dayton Parts, “and the material handling and energy savings for the company were sufficiently large to pay for this project in one year.”
Motion Controllers
Key to Combined Processes
Achieving rapid cycle times for the combined machine requires precise control and close communication
between the motion operations per- formed in the process stages. Supervi- sory control is performed by a pro- grammable logic controller (PLC), but to control the individual motion axes, PLCs with special capabilities for mul- tiaxis coordination are required. At the recommendation of local distributor Penn-Air & Hydraulics of York, PA, Day- ton Parts’ engineers chose the RMC150 and RMC75 motion controllers from Delta Computer Systems, Inc., Battle Ground, WA.
The hot punch for the leaf-spring process is powered by six motion axes (Fig. 2) under control of the RMC150— no problem, as a single RMC150 can control and coordinate the motion of as many as eight axes simultaneously. A pusher axis advances the part against an end gauge, which is positioned by another motion actuator to oppose the pusher in order to set the length
18 MetalForming/March 2015
www.metalformingmagazine.com
