
Page 33 - MetalForming December 2014
P. 33
thick with the fiber laser without issue. “But what really sets the SL4 apart,” continuesLeavitt,“isthatthemachine
cuts up the skeleton as it runs...all of the parts that exit the machine are usable, and our operators need-not spend time dealing with the skeleton. It’s been a tremendous timesaver.”
Colonel Sanders Would (Still) be Proud
The SL4 combination machine mar- ries a 52-station punching machine with a multi-press head (no stopping for tool changes) to a 2000-W fiber laser. Material comes from a pair of storage towers at the entry end of the SL4, each capable of storing
15 varieties of sheet material
type and thickness; fully loaded
the towers hold 68,000 lb. of material. The SL4 punches
and laser cuts as required to
fulfill the nest requirements, switching between laser cut-
ting and punching as need-
ed to optimize cycle times.
Parts from the SL4 can either be removed at the SL4’s unload station and moved into work-in- process for downstream bending operations, or be directly routed to a Sal- vagnini P4 panel bender located next to the SL4.
It’s hard to imagine what Colonel Sanders would have thought about laser cutting of sheetmetal back in 1969,
when Kentucky Fried Chicken worked with Winston Industries to develop its revolutionary pressure fryer. Fast for- ward to 2014 and there’s no looking back at old metal-fabricating technology, only a bright future for the now laser- based fabrication shop at Winston.
“The SL4 cuts at a rate equivalent to three of the turret presses we had,” Leavitt says. “In fact, it’s so productive that we run the P4 bending machine in
the batch mode. We take many of
Winston Industries, the company that helped Colonel Sanders launch his
KFC franchise by working together to develop the pressure fryer, now manufactures a full slate of food-
service equipment.
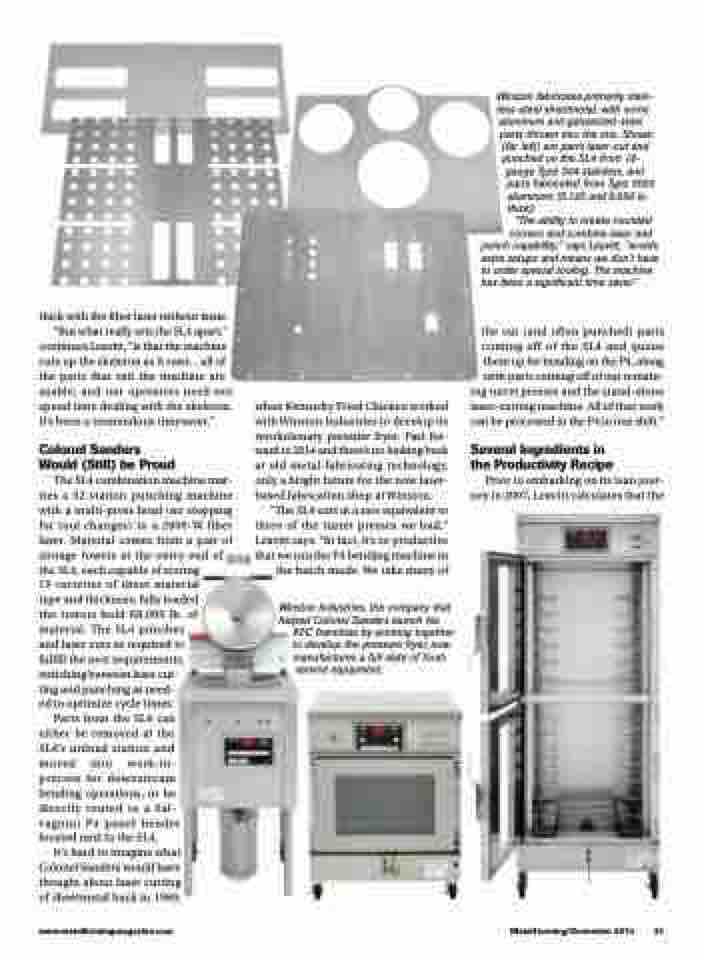
Winston fabricates primarily stain- less-steel sheetmetal, with some aluminum and galvanized-steel
parts thrown into the mix. Shown (far left) are parts laser-cut and punched on the SL4 from 18-
gauge Type 304 stainless, and parts fabricated from Type 3003 aluminum (0.125 and 0.090 in. thick).
“The ability to create rounded corners and combine laser and
punch capability,” says Leavitt, “avoids extra setups and means we don’t have to order special tooling. The machine has been a significant time saver.”
the cut (and often punched) parts coming off of the SL4 and queue them up for bending on the P4, along with parts coming off of our remain-
ing turret presses and the stand-alone laser-cutting machine. All of that work can be processed in the P4 in one shift.”
Several Ingredients in the Productivity Recipe
Prior to embarking on its lean jour- ney in 2007, Leavitt calculates that the
www.metalformingmagazine.com
MetalForming/December 2014 31
