
Page 37 - MetalForming November 2014
P. 37
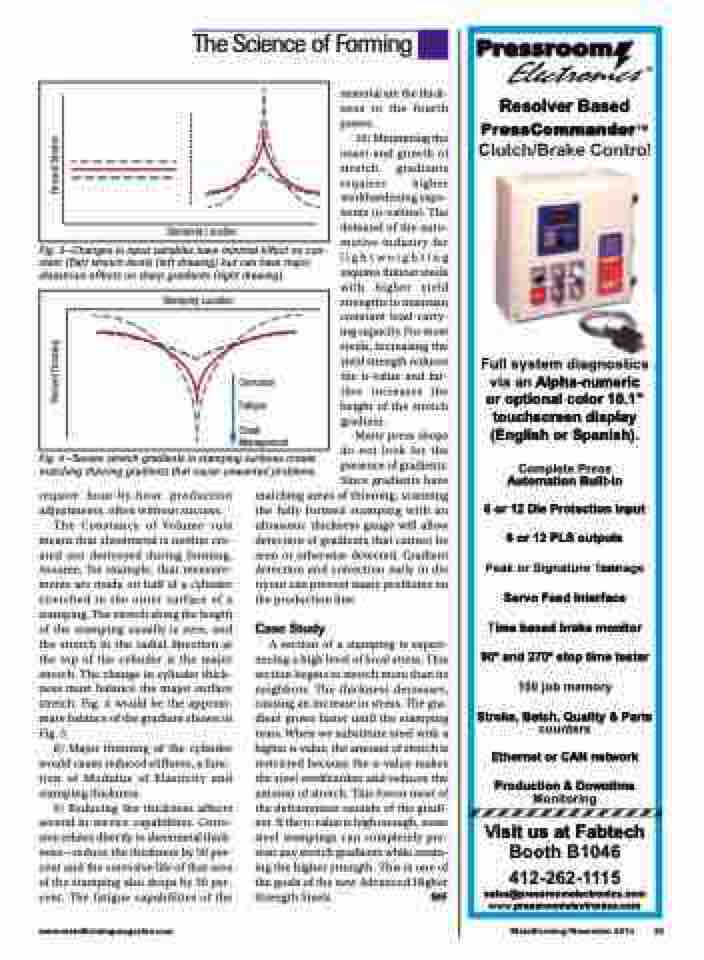
Stamping Location
Fig. 3—Changes in input variables have minimal effect on con- stant (flat) stretch levels (left drawing) but can have major disastrous effects on sharp gradients (right drawing).
The Science of Forming
Stamping Location
Fig. 4—Severe stretch gradients in stamping surfaces create matching thinning gradients that cause unwanted problems.
require hour-by-hour production adjustments, often without success.
The Constancy of Volume rule means that sheetmetal is neither cre- ated nor destroyed during forming. Assume, for example, that measure- ments are made on half of a cylinder stretched in the outer surface of a stamping. The stretch along the length of the stamping usually is zero, and the stretch in the radial direction at the top of the cylinder is the major stretch. The change in cylinder thick- ness must balance the major surface stretch. Fig. 4 would be the approxi- mate balance of the gradient shown in Fig. 3.
8) Major thinning of the cylinder would cause reduced stiffness, a func- tion of Modulus of Elasticity and stamping thickness.
9) Reducing the thickness affects several in-service capabilities. Corro- sion relates directly to sheetmetal thick- ness—reduce the thickness by 30 per- cent and the corrosive life of that area of the stamping also drops by 30 per- cent. The fatigue capabilities of the
matching areas of thinning, scanning the fully formed stamping with an ultrasonic thickness gauge will allow detection of gradients that cannot be seen or otherwise detected. Gradient detection and correction early in die tryout can prevent many problems on the production line.
Case Study
A section of a stamping is experi- encing a high level of local stress. This section begins to stretch more than its neighbors. The thickness decreases, causing an increase in stress. The gra- dient grows faster until the stamping tears. When we substitute steel with a higher n-value, the amount of stretch is restricted because the n-value makes the steel workharden and reduces the amount of stretch. This forces most of the deformation outside of the gradi- ent. If the n-value is high enough, some steel stampings can completely pre- vent any stretch gradients while retain- ing the higher strength. This is one of the goals of the new Advanced Higher Strength Steels. MF
www.metalformingmagazine.com
MetalForming/November 2014 35
Corrosion Fatigue
Crash Management
Full system diagnostics via an Alpha-numeric or optional color 10.1” touchscreen display (English or Spanish).
Complete Press Automation Built-in
6 or 12 Die Protection Input 6 or 12 PLS outputs Peak or Signature Tonnage Servo Feed Interface Time based brake monitor 90o and 270o stop time tester 100 job memory Stroke, Batch, Quality & Parts
counters Ethernet or CAN network
Production & Downtime Monitoring
Visit us at Fabtech Booth B1046
412-262-1115 sales@pressroomelectronics.com www.pressroomelectronics.com
material are the thick- ness to the fourth power.
10) Minimizing the onset and growth of stretch gradients requires higher workhardening expo- nents (n-values). The demand of the auto- motive industry for lightweighting requires thinner steels with higher yield strengths to maintain constant load-carry- ing capacity. For most steels, increasing the yield strength reduces the n-value and fur- ther increases the height of the stretch gradient.
Many press shops do not look for the presence of gradients. Since gradients have
Resolver Based PressCommanderTM
Cl tch/Brake Con
ntrol
Percent Thinning Percent Stretch
