
Page 36 - MetalForming November 2014
P. 36
The Science of Forming
By Stuart Keeler
Ten Reasons Why I Hate Stretch Gradients
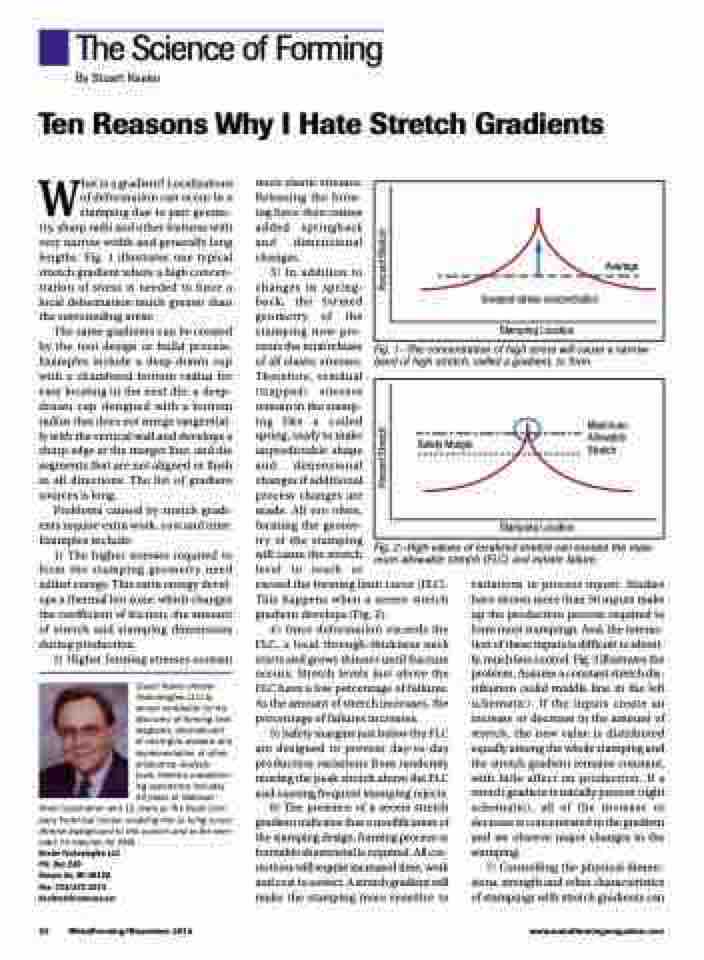
What is a gradient? Localizations of deformation can occur in a stamping due to part geome- try, sharp radii and other features with very narrow width and generally long lengths. Fig. 1 illustrates one typical stretch gradient where a high concen- tration of stress is needed to force a local deformation much greater than the surrounding areas.
The same gradients can be created by the tool design or build process. Examples include a deep-drawn cup with a chamfered bottom radius for easy locating in the next die; a deep- drawn cup designed with a bottom radius that does not merge tangential- ly with the vertical wall and develops a sharp edge at the merger line; and die segments that are not aligned or flush in all directions. The list of gradient sources is long.
Problems caused by stretch gradi- ents require extra work, cost and time. Examples include:
1) The higher stresses required to form the stamping geometry need added energy. This extra energy devel- ops a thermal hot zone, which changes the coefficient of friction, the amount of stretch and stamping dimensions during production.
2) Higher forming stresses contain
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementation of other press-shop analysis
tools. Keeler’s metalform- ing experience includes 24 years at National
Steel Corporation and 12 years at The Budd Com- pany Technical Center, enabling him to bring a very diverse background to this column and to the sem- inars he teaches for PMA.
Keeler Technologies LLC P.O. Box 283
Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
more elastic stresses. Releasing the form- ing force then causes added springback and dimensional changes.
3) In addition to
changes in spring-
back, the formed
geometry of the
stamping now pre-
vents the total release
of all elastic stresses.
Therefore, residual
(trapped) stresses
remain in the stamp-
ing like a coiled
spring, ready to make
unpredictable shape
and dimensional
changes if additional
process changes are
made. All too often,
forming the geome-
try of the stamping
will cause the stretch
level to reach or
exceed the forming limit curve (FLC). This happens when a severe stretch gradient develops (Fig. 2).
4) Once deformation exceeds the FLC, a local through-thickness neck starts and grows thinner until fracture occurs. Stretch levels just above the FLC have a low percentage of failures. As the amount of stretch increases, the percentage of failures increases.
5) Safety margins just below the FLC are designed to prevent day-to-day production variations from randomly moving the peak stretch above the FLC and causing frequent stamping rejects.
6) The presence of a severe stretch gradient indicates that a modification of the stamping design, forming process or formable sheetmetal is required. All cor- rections will require increased time, work and cost to correct. A stretch gradient will make the stamping more sensitive to
Average Greatest stress concentration
Stamping Location
Fig. 1—The concentration of high stress will cause a narrow band of high stretch, called a gradient, to form.
Safety Margin
Maximum Allowable Stretch
Stamping Location
Fig. 2—High values of localized stretch can exceed the maxi- mum allowable stretch (FLC) and initiate failure.
variations in process inputs. Studies have shown more than 50 inputs make up the production process required to form most stampings. And, the interac- tion of these inputs is difficult to identi- fy, much less control. Fig. 3 illustrates the problem. Assume a constant stretch dis- tribution (solid middle line in the left schematic). If the inputs create an increase or decrease in the amount of stretch, the new value is distributed equally among the whole stamping and the stretch gradient remains constant, with little effect on production. If a stretch gradient is initially present (right schematic), all of the increase or decrease is concentrated in the gradient and we observe major changes in the stamping.
7) Controlling the physical dimen- sions, strength and other characteristics of stampings with stretch gradients can
34 MetalForming/November 2014
www.metalformingmagazine.com
Percent Stretch Percent Stretch
