
Page 24 - MetalForming October 2013
P. 24
Servo2
coil-OD capacity and a coil-ID expansion range of 19.5 to 24.5 in.; a free-standing peeler- threader-holddown station; and a servo-driven roll feed-straight- ener combination unit with 5- in.-dia. feed rolls and a feed accuracy of 0.003 in. The coil line takes direction from an Indramat controller, “which we very easily get spare parts for,” says Sigler; a Wintriss Smart- Pac2 Servo coordinates and directs all press-line activity.
Feed Accuracy Critical
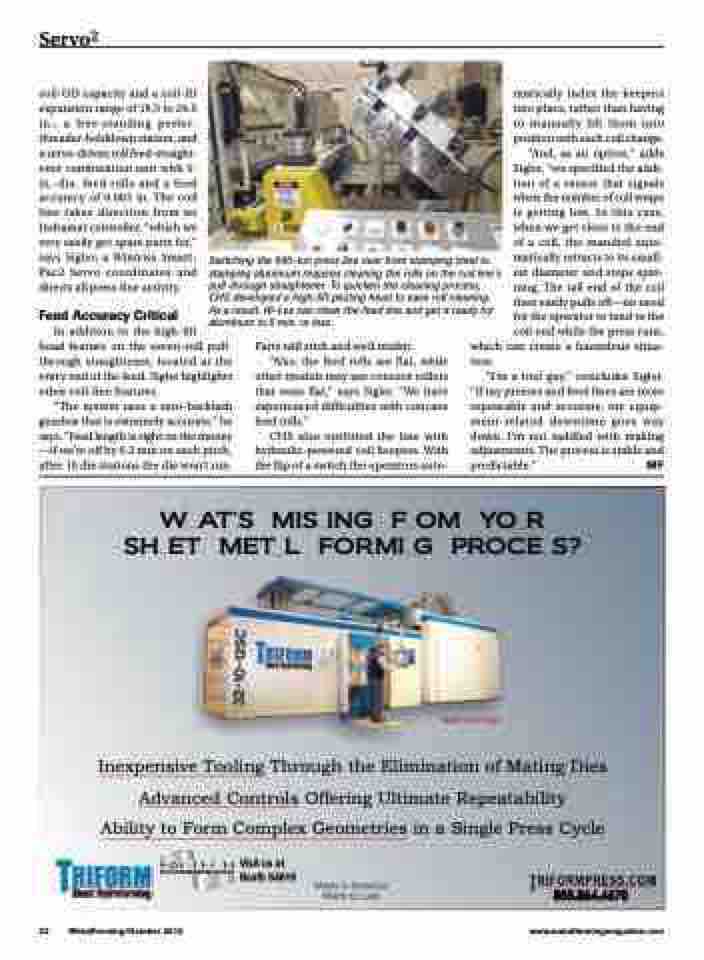
Switching the 600-ton press line over from stamping steel to stamping aluminum requires cleaning the rolls on the coil line’s pull-through straightener. To quicken the cleaning process, CHS developed a high-lift piloting head to ease roll cleaning. As a result, Hi-Lex can clean the feed line and get it ready for aluminum in 5 min. or less.
matically index the keepers into place, rather than having to manually lift them into position with each coil change.
“And, as an option,” adds Sigler, “we specified the addi- tion of a sensor that signals when the number of coil wraps is getting low. In this case, when we get close to the end of a coil, the mandrel auto- matically retracts to its small- est diameter and stops spin- ning. The tail end of the coil then easily pulls off—no need for the operator to tend to the coil end while the press runs,
In addition to the high-lift
head feature on the seven-roll pull- through straightener, located at the entry end of the feed, Sigler highlights other coil-line features.
“The system uses a zero-backlash gearbox that is extremely accurate,” he says. “Feed length is right on the money —if we’re off by 0.2 mm on each pitch, after 18 die stations the die won’t run.
Parts will stick and we’d mishit.
“Also, the feed rolls are flat, while other models may use concave rollers that wear flat,” says Sigler. “We have experienced difficulties with concave
feed rolls.”
CHS also outfitted the line with
hydraulic-powered coil keepers. With the flip of a switch the operators auto-
which can create a hazardous situa- tion.
“I’m a tool guy,” concludes Sigler. “If my presses and feed lines are more repeatable and accurate, my equip- ment-related downtime goes way down. I’m not saddled with making adjustments. The process is stable and predictable.” MF
����� ������ ��� ��� ���� ���� ������ �������
����� ����������
����������� ������� ������� ��� ����������� �� ������ ���� �������� �������� �������� �������� ������������� ������� �� ���� ������� ���������� �� � ������ ����� �����
Visit us at Booth S4619
���� �� �������� � � � � � � � � � � �
22 MetalForming/October 2013
�� �� �� � � �� �� �� � � �� �� �� �� www.metalformingmagazine.com
