
Page 54 - MetalForming September 2013
P. 54
Metal-Cored Wire
to prevent burnthrough on thin-gauge material and creates an improved pen- etration profile (Fig. 1); and
• Sufficient arc energy to vaporize the galvanized zinc coating. This allows enough time for zinc vapors to outgas from the weld pool, minimizing the likelihood of porosity in the subsur- face of the weld and on its surface.
Metal-cored wires also feature arc stabilizers that help improve weldmetal transfer from the wire to the weld, min- imizing spatter to help avoid post-weld cleanup.
Controlled Freezing
Combining the use of a metal-cored wire with a pulsed-GMAW waveform also will help control the pace at which the weld pool freezes. This will allow the zinc vapors to escape more readily. In addition, the pulsed-GMAW process inputs less heat into a weldment than does a standard CV process with solid wire, helping to avoid burnthrough.
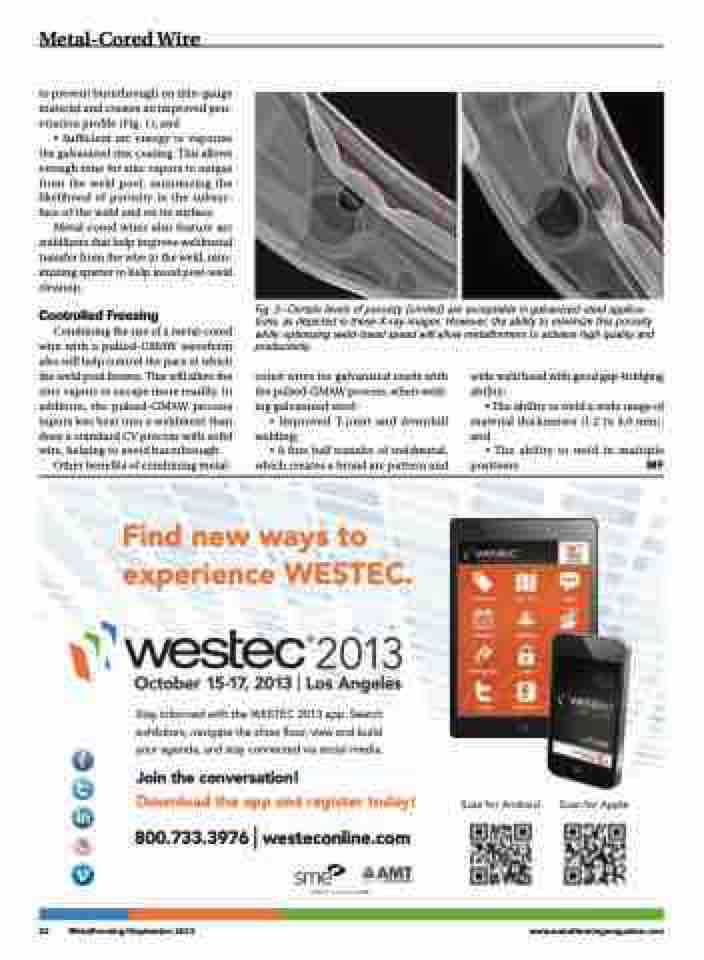
Fig. 2—Certain levels of porosity (circled) are acceptable in galvanized-steel applica- tions, as depicted in these X-ray images. However, the ability to minimize this porosity while optimizing weld-travel speed will allow metalformers to achieve high quality and productivity.
52
www.metalformingmagazine.com
Other benefits of combining metal-
cored wires for galvanized steels with the pulsed-GMAW process, when weld- ing galvanized steel:
• Improved T-joint and downhill welding;
• A fine ball transfer of weldmetal, which creates a broad arc pattern and
wide weld bead with good gap-bridging ability;
• The ability to weld a wide range of material thicknesses (1.2 to 4.0 mm); and
• The ability to weld in multiple positions. MF
Find new ways to experience WESTEC.
Stay informed with the WESTEC 2013 app. Search
����������� �������� ��� ���� ����� ���� ��� ����� ���� ������� ��� ���� ��������� ��� ������ ������
Join the conversation!
Download the app and register today!
800.733.3976 | westeconline.com MetalForming/September 2013
Scan for Android
���� ��� �����
