
Page 36 - MetalForming May 2013
P. 36
The Science of Forming By Stuart Keeler
The Complex Properties
of Advanced High-Strength Steels
Tooling Technology
Mechanical properties of steel grades have been used for decades to determine their capacity for forming, structural uti- lization, in-service performance and part life. The most common proper- ties, obtained from a tensile test, are yield strength ( YS), ultimate tensile strength (UTS), uniform elongation (UE) and total elongation ( TE). Previ- ous research has been focused on improving the consistency of these properties through improved steel- making and pro-
cessing.
During the late
1930s, researchers
discovered that
the rate of work
hardening (n-
value) contributed
significantly to the
stretching capac-
ity of steel. During
the ’50s and ’60s,
research docu-
mented the broad impact of work hard- ening on metalforming. Many in the metalforming industry now consider n- value as a very important tensile-test property.
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementation of other press-shop analysis
tools. Keeler’s metalform- ing experience includes 24 years at National
Steel Corporation and 12 years at The Budd Com- pany Technical Center, enabling him to bring a very diverse background to this column and to the sem- inars he teaches for PMA.
Keeler Technologies LLC P.O. Box 283
Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
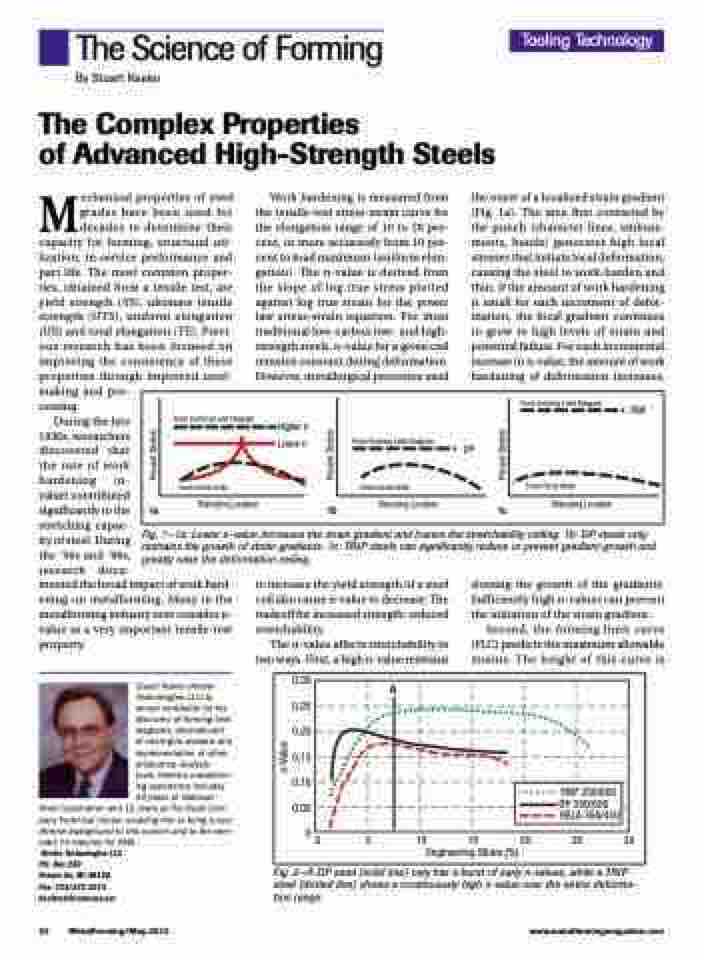
Work hardening is measured from the tensile-test stress-strain curve for the elongation range of 10 to 20 per- cent, or more accurately from 10 per- cent to load maximum (uniform elon- gation). The n-value is derived from the slope of log true stress plotted against log true strain for the power law stress-strain equation. For most traditional low-carbon low- and high- strength steels, n-value for a given coil remains constant during deformation. However, metallurgical processes used
the onset of a localized strain gradient (Fig. 1a). The area first contacted by the punch (character lines, emboss- ments, bends) generates high local stresses that initiate local deformation, causing the steel to work-harden and thin. If the amount of work hardening is small for each increment of defor- mation, the local gradient continues to grow to high levels of strain and potential failure. For each incremental increase in n-value, the amount of work hardening of deformation increases,
From Forming Limit Diagram
From Circle Grids
Stamping Location
TRIP
From Forming Limit Diagram
From Circle Grids
Higher n
Lower n
From Forming Limit Diagram
From Circle Grids
DP
Stamping Location
Stamping Location
1a 1b 1c
Fig. 1—1a: Lower n-value increases the strain gradient and lowers the stretchability ceiling. 1b: DP steels only restrains the growth of strain gradients. 1c: TRIP steels can significantly reduce or prevent gradient growth and greatly raise the deformation ceiling.
to increase the yield strength of a steel coil also cause n-value to decrease. The tradeoff for increased strength: reduced stretchability.
The n-value affects stretchability in two ways. First, a high n-value restrains
slowing the growth of the gradients. Sufficiently high n-values can prevent the initiation of the strain gradient.
Second, the forming limit curve (FLC) predicts the maximum allowable strains. The height of this curve is
0.30 0.25 0.20 0.15 0.10 0.05
00 5 10 15 20 25 30 Engineering Strain (%)
A
TRIP 350/600
DP 350/600 HSLA 350/450
34 MetalForming/May 2013
www.metalformingmagazine.com
Fig. 2—A DP steel (solid line) only has a burst of early n-values, while a TRIP steel (dotted line) shows a continuously high n-value over the entire deforma- tion range.
n-Value
Percent Stretch
Percent Stretch
Percent Stretch
