
Page 28 - MetalForming April 2013
P. 28
Success Boils Over When
Deep Drawing
Cookware-maker All-Clad Metalcrafters returns 25 percent of its metalforming requirements inhouse, on the backs of a new hydraulic press fed by a new robotic blanking cell. Compared to outsourcing the work to a hydroformer, the firm has dramatically increased productivity and slashed raw-material consumption.
BY BRAD F. KUVIN, EDITOR
Until mid-2011, All-Clad had outsourced to a hydroforming shop 25 percent of the pots and pans it makes. Much of the out- sourced metalforming comprised five of the firm’s biggest hitters, which exceeded the company’s inhouse capabilities based either on blank size or tonnage. After a concerted and highly successful effort made by the company’s manufacturing operations in Canonsburg, PA, to move from batch manufacturing to one-piece flow, completed in 2010, the firm set its sights on bringing production of the hydroformed products inhouse. But rather than stick with hydroforming the large blanks—as large as 24.25-in. dia. used to make a 12-quart stock pot—the firm turned to deep drawing in a hydraulic press.
“We learned after subcontracting one of the bigger jobs to a hydraulic- press shop that productivity would
Replaces Hydroforming
26 MetalForming/April 2013
www.metalformingmagazine.com
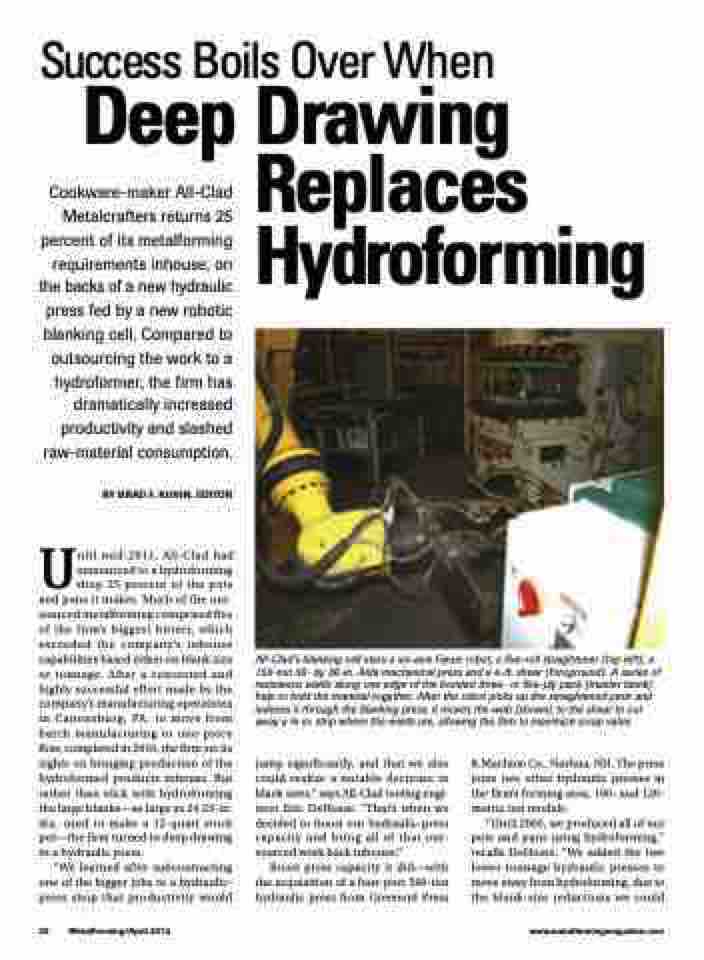
All-Clad’s blanking cell stars a six-axis Fanuc robot, a five-roll straightener (top left), a 150-ton 30- by 36-in. Aida mechanical press and a 4-ft. shear (foreground). A series of resistance welds along one edge of the bonded three- or five-ply pack (master blank) help to hold the material together. After the robot picks up the straightened pack and indexes it through the blanking press, it moves the web (shown) to the shear to cut away a 3⁄4 in. strip where the welds are, allowing the firm to maximize scrap value.
jump significantly, and that we also could realize a notable decrease in blank sizes,” says All-Clad tooling engi- neer Eric DeHosse. “That’s when we decided to boost our hydraulic-press capacity and bring all of that out- sourced work back inhouse.”
Boost press capacity it did—with the acquisition of a four-post 560-ton hydraulic press from Greenerd Press
& Machine Co., Nashua, NH. The press joins two other hydraulic presses in the firm’s forming area, 160- and 120- metric ton models.
“Until 2005, we produced all of our pots and pans using hydroforming,” recalls DeHosse. “We added the two lower-tonnage hydraulic presses to move away from hydroforming, due to the blank-size reductions we could
