
Page 18 - MetalForming August 2012
P. 18
Swiss-Built Waterjet Machine
Once this laser-cutting job shop identified the opportunities for waterjet work—heavy plate cutting, machining and even nonmetallic work—it believed it could easily justify bringing waterjet cutting inhouse.
BY BRAD F. KUVIN, EDITOR
We first spied the Bystronic ByJet Smart waterjet-cutting machine when it made its North American debut at Fabtech last November in Chicago. Touted as an economically priced, compact yet high- end machine, the ByJet Smart quickly made its way into the U.S. metal-fab- ricating market place. Within just three months of Fabtech, the first ByJet Smart installation occurred, at, of all places, a laser-cutting job shop.
Why did Alliance Laser, a contract laser-cutting company located deep in the heart of the Bayou just across Lake Pontchartrain from New Orleans, decide to expand into waterjet cutting? We asked company president Duane Stimens.
“When my partner and I launched Alliance Laser in 1999, we started with a 3.5-kW 5- by 10-ft. laser-cutting machine (also a Bystronic), then added in 2004 a 5.2-kW laser machine,” Sti- mens explains. “That moved us into plate production, with capacity in steel
Lands in Louisiana
16 MetalForming/August 2012
www.metalformingmagazine.com
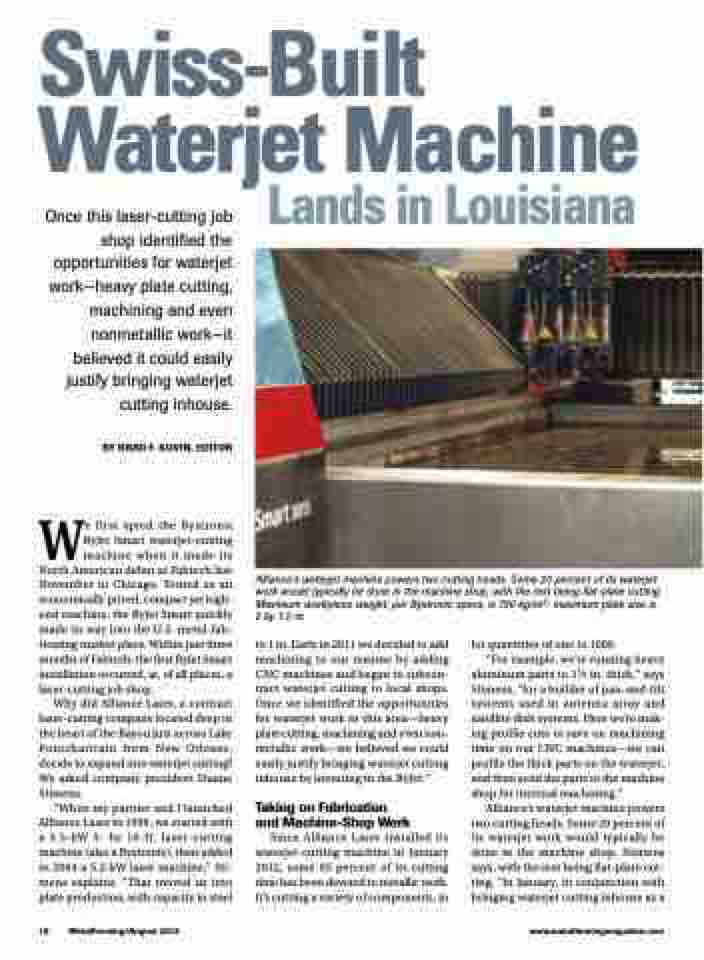
Alliance’s waterjet machine powers two cutting heads. Some 20 percent of its waterjet work would typically be done in the machine shop, with the rest being flat-plate cutting. Maximum workpiece weight, per Bystronic specs, is 790 kg/m2; maximum plate size is 3 by 1.5 m.
to 1 in. Early in 2011 we decided to add machining to our resume by adding CNC machines and began to subcon- tract waterjet cutting to local shops. Once we identified the opportunities for waterjet work in this area—heavy plate cutting, machining and even non- metallic work—we believed we could easily justify bringing waterjet cutting inhouse by investing in the ByJet.”
Taking on Fabrication and Machine-Shop Work
Since Alliance Laser installed its waterjet-cutting machine in January 2012, some 85 percent of its cutting time has been devoted to metallic work. It’s cutting a variety of components, in
lot quantities of one to 1000.
“For example, we’re running heavy
aluminum parts to 11⁄4 in. thick,” says Stimens, “for a builder of pan-and-tilt systems used in antenna array and satellite dish systems. Here we’re mak- ing profile cuts to save on machining time on our CNC machines—we can profile the thick parts on the waterjet, and then send the parts to the machine shop for internal machining.”
Alliance’s waterjet machine powers two cutting heads. Some 20 percent of its waterjet work would typically be done in the machine shop, Stimens says, with the rest being flat-plate cut- ting. “In January, in conjunction with bringing waterjet cutting inhouse as a
