
Page 67 - MetalForming July 2012
P. 67
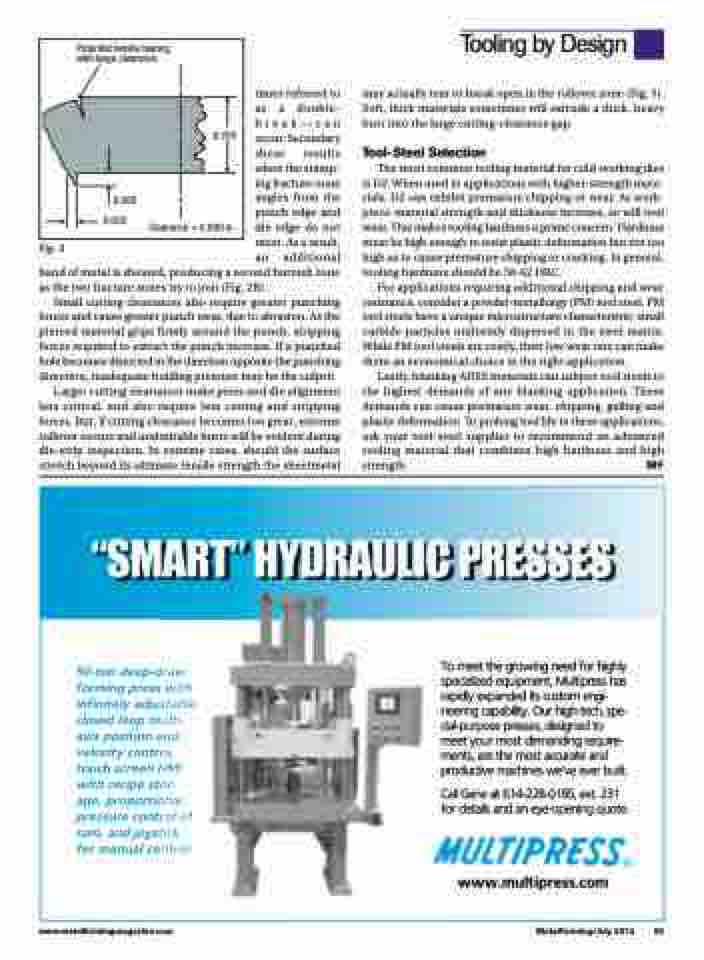
Fig. 3
Potential tensile tearing with large clearance
Tooling by Design
may actually tear or break open in the rollover zone (Fig. 3). Soft, thick materials sometimes will extrude a thick, heavy burr into the large cutting-clearance gap.
Tool-Steel Selection
The most common tooling material for cold-working dies is D2. When used in applications with higher-strength mate- rials, D2 can exhibit premature chipping or wear. As work- piece-material strength and thickness increase, so will tool wear. This makes tooling hardness a prime concern. Hardness must be high enough to resist plastic deformation but not too high as to cause premature chipping or cracking. In general, tooling hardness should be 58-62 HRC.
For applications requiring additional chipping and wear resistance, consider a powder-metallurgy (PM) tool steel. PM tool steels have a unique microstructure characteristic: small carbide particles uniformly dispersed in the steel matrix. While PM tool steels are costly, their low wear rate can make them an economical choice in the right application.
Lastly, blanking AHSS materials can subject tool steels to the highest demands of any blanking application. These demands can cause premature wear, chipping, galling and plastic deformation. To prolong tool life in these applications, ask your tool-steel supplier to recommend an advanced tooling material that combines high hardness and high strength. MF
0.060 0.050
0.250
Clearance = 0.090 in.
times referred to as a double- break—can occur. Secondary shear results when the stamp- ing fracture-zone angles from the punch edge and die edge do not meet. As a result, an additional
band of metal is sheared, producing a second burnish zone as the two fracture zones try to join (Fig. 2B).
Small cutting clearances also require greater punching forces and cause greater punch wear, due to abrasion. As the pierced material grips firmly around the punch, stripping forces required to extract the punch increase. If a punched hole becomes distorted in the direction opposite the punching direction, inadequate holding pressure may be the culprit.
Larger cutting clearances make press and die alignment less critical, and also require less cutting and stripping forces. But, if cutting clearance becomes too great, extreme rollover occurs and undesirable burrs will be evident during die-strip inspection. In extreme cases, should the surface stretch beyond its ultimate tensile strength the sheetmetal
www.metalformingmagazine.com
MetalForming/July 2012 65
