
Page 15 - MetalForming November 2011
P. 15
One sub punch 5/16 in. shorter
150 tons
100 tons
50 tons
Zero
–25 tons
–50 tons – 75 tons –100 tons –150 tons
The press speed of the waveform signature is 60 strokes/min. Even at a chart speed of 8 in./sec., the waveform trace distance from initial contact of the punch on the workpiece until it breaks through is very short. The portion of the waveform from initial punch contact to breakthrough occurs in 0.20 in. of chart travel, or 25 msec.
Energy Analysis
The punching waveform exhibits a sharp negative spike below the zero trace at breakthrough. This results from the sudden release of the energy stored in the press and die in the form of strain or deflection. The magnitude of the actual energy released increas- es as the square of the actual tonnage developed at the moment of final breakthrough.
Here’s a simplified mathematical analysis. To cal- culate the actual energy developed:
2
F = Pressure at moment of breakthrough, short
tons (lbf x 2000)
D = Amount of total deflection, in.
E × 166.7 = Energy, ft.-lb.
A simplified example using American units:
If 400 tons resulted in 0.080-in. total deflection to
cut through a thick steel blank, the energy released at snapthrough, from the formula: 2667 ft.-lb.
Die-Timing Improvement
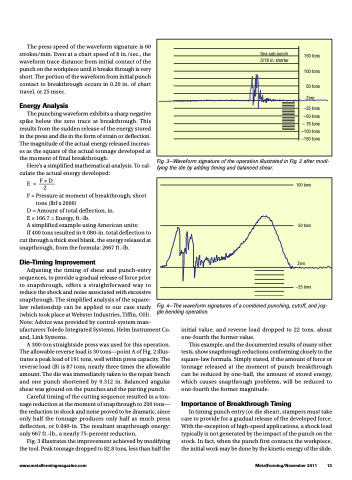
Fig. 3—Waveform signature of the operation illustrated in Fig. 2 after modi- fying the die by adding timing and balanced shear.
100 tons
50 tons
Zero
–25 tons
F×D E = ———
Adjusting the timing of shear and punch-entry sequences, to provide a gradual release of force prior
to snapthrough, offers a straightforward way to
reduce the shock and noise associated with excessive snapthrough. The simplified analysis of the square-
law relationship can be applied to our case study
(which took place at Webster Industries, Tiffin, OH).
Note: Advice was provided by control-system man- ufacturers Toledo Integrated Systems, Helm Instrument Co. and, Link Systems.
A 300-ton straightside press was used for this operation. The allowable reverse load is 30 tons—point A of Fig. 2 illus- trates a peak load of 191 tons, well within press capacity. The reverse load (B) is 87 tons, nearly three times the allowable amount. The die was immediately taken to the repair bench and one punch shortened by 0.312 in. Balanced angular shear was ground on the punches and the parting punch.
Careful timing of the cutting sequence resulted in a ton- nage reduction at the moment of snapthrough to 200 tons— the reduction in shock and noise proved to be dramatic, since only half the tonnage produces only half as much press deflection, or 0.040-in. The resultant snapthrough energy: only 667 ft.-lb., a nearly 75-percent reduction.
Fig. 3 illustrates the improvement achieved by modifying the tool. Peak tonnage dropped to 82.8 tons, less than half the
www.metalformingmagazine.com
MetalForming/November 2011 13
Fig. 4—The waveform signatures of a combined punching, cutoff, and jog- gle bending operation.
initial value, and reverse load dropped to 22 tons, about one-fourth the former value.
This example, and the documented results of many other tests, show snapthrough reductions conforming closely to the square-law formula. Simply stated, if the amount of force or tonnage released at the moment of punch breakthrough can be reduced by one-half, the amount of stored energy, which causes snapthrough problems, will be reduced to one-fourth the former magnitude.
Importance of Breakthrough Timing
In timing punch entry (or die shear), stampers must take care to provide for a gradual release of the developed force. With the exception of high-speed applications, a shock load typically is not generated by the impact of the punch on the stock. In fact, when the punch first contacts the workpiece, the initial work may be done by the kinetic energy of the slide.
