
Page 37 - MetalForming June 2011
P. 37
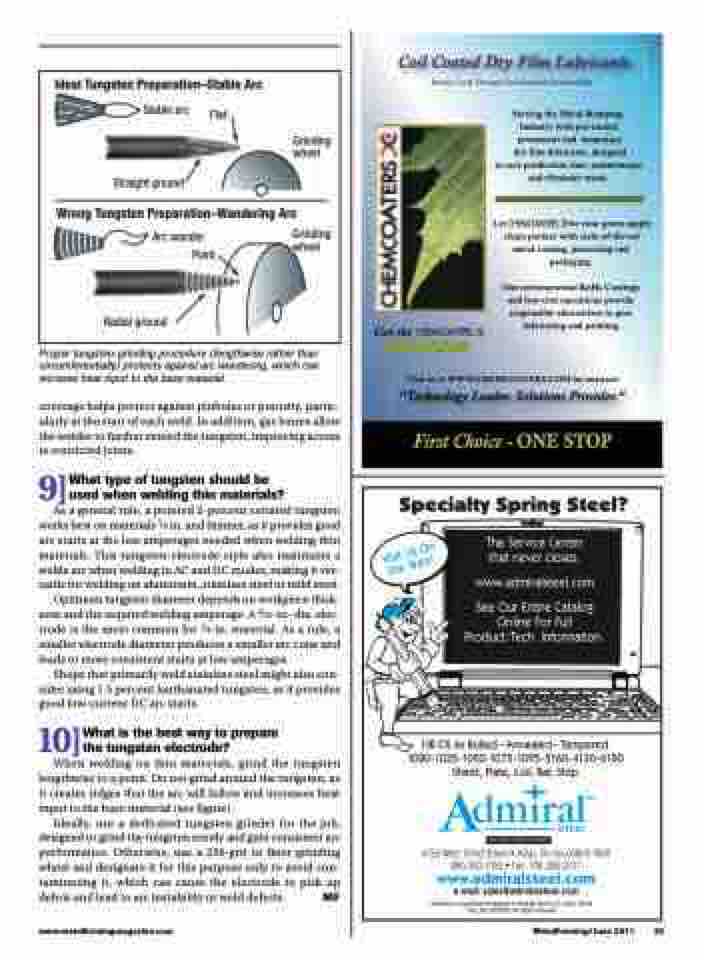
Ideal Tungsten Preparation–Stable Arc
Stable arc
Straight ground
Flat
Wrong Tungsten Preparation–Wandering Arc
Arc wander Point
Radial ground
Grinding wheel
Proper tungsten-grinding procedure (lengthwise rather than circumferentially) protects against arc wandering, which can increase heat input to the base material.
coverage helps protect against pinholes or porosity, partic- ularly at the start of each weld. In addition, gas lenses allow the welder to further extend the tungsten, improving access to restricted joints.
9]What type of tungsten should be used when welding thin materials?
As a general rule, a pointed 2-percent ceriated tungsten works best on materials 1⁄4 in. and thinner, as it provides good arc starts at the low amperages needed when welding thin materials. This tungsten-electrode style also maintains a stable arc when welding in AC and DC modes, making it ver- satile for welding on aluminum, stainless steel or mild steel.
Optimum tungsten diameter depends on workpiece thick- ness and the required welding amperage. A 3⁄32-in.-dia. elec- trode is the most common for 1⁄4-in. material. As a rule, a smaller electrode diameter produces a smaller arc cone and leads to more consistent starts at low amperages.
Shops that primarily weld stainless steel might also con- sider using 1.5 percent lanthanated tungsten, as it provides good low-current DC arc starts.
10]What is the best way to prepare the tungsten electrode?
When welding on thin materials, grind the tungsten lengthwise to a point. Do not grind around the tungsten, as it creates ridges that the arc will follow and increases heat input to the base material (see figure).
Ideally, use a dedicated tungsten grinder for the job, designed to grind the tungsten evenly and gain consistent arc performance. Otherwise, use a 250-grit or finer grinding wheel and designate it for this purpose only to avoid con- taminating it, which can cause the electrode to pick up debris and lead to arc instability or weld defects. MF
www.metalformingmagazine.com
MetalForming/June 2011 35
Grinding wheel
