
Page 28 - MetalForming May 2011
P. 28
Advanced High Strength Steels
Predictions for Metallic Content in North American Light Vehicles
Next-Gen AHSS—Better Properties, Reduced Cost
Conventional HSS 12.7%
Medium HSS 15.8%
Advanced HSS 34.8%
Conventional HSS 10.2%
HSS 9.5%
Magnesium 0.8%
Mild Steel 54.6%
Mild Steel 29%
50 40 30 20 10
Generation 3
Current Area of Research
2007
70%
60 Conventional Steels SS
Austenitic-Based Steels
Generation 2
Advanced Aluminum&
TWIP
Stress
Elongation
Bake Hardenable 6.6%
2015
Aluminum & Magnesium 2.5%
TRIP DP, CP
AHSS Grades
MART
Fig. 4—Source: Ducker Worldwide
2007 to an estimated 34.8 percent in 2015. The search continues for AHSS grades with even better properties. So far, our discussion covers Generation 1 AHSS grades (Fig. 5). A major jump in forming capability comes via the austenite-based products of Generation 2, such as TWIP (twinning induced plasticity) steels that are just now beginning preproduc- tion experimentation. While these steels claim 60-percent total elongation and very high n- values, they are costly due to the high cost of
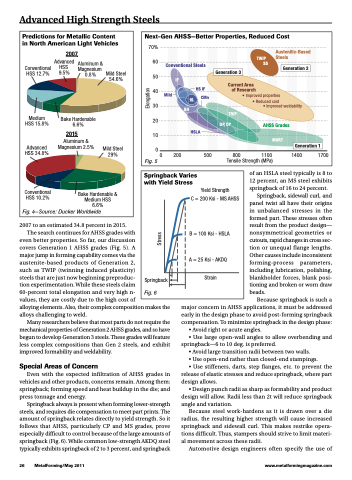
Springback
Fig. 6
Bake Hardenable & Medium HSS 6.6%
Yield Strength
C = 200 Ksi - MS AHSS
B = 100 Ksi - HSLA
A = 25 Ksi - AKDQ Strain
of an HSLA steel typically is 8 to 12 percent, an MS steel exhibits springback of 16 to 24 percent.
Springback, sidewall curl, and panel twist all have their origins in unbalanced stresses in the formed part. These stresses often result from the product design— nonsymmetrical geometries or cutouts, rapid changes in cross sec- tion or unequal flange lengths. Other causes include inconsistent forming-process parameters, including lubrication, polishing, blankholder forces, blank posi- tioning and broken or worn draw beads.
alloying elements. Also, their complex composition makes the alloys challenging to weld.
Many researchers believe that most parts do not require the mechanical properties of Generation 2 AHSS grades, and so have begun to develop Generation 3 steels. These grades will feature less complex compositions than Gen 2 steels, and exhibit improved formability and weldability.
Special Areas of Concern
Even with the expected infiltration of AHSS grades in vehicles and other products, concerns remain. Among them: springback; forming speed and heat buildup in the die; and press tonnage and energy.
Springback always is present when forming lower-strength steels, and requires die compensation to meet part prints. The amount of springback relates directly to yield strength. So it follows that AHSS, particularly CP and MS grades, prove especially difficult to control because of the large amounts of springback (Fig. 6). While common low-strength AKDQ steel typically exhibits springback of 2 to 3 percent, and springback
Because springback is such a major concern in AHSS applications, it must be addressed early in the design phase to avoid post-forming springback compensation. To minimize springback in the design phase:
• Avoid right or acute angles.
• Use large open-wall angles to allow overbending and springback—6 to 10 deg. is preferred.
• Avoid large transition radii between two walls.
• Use open-end rather than closed-end stampings.
• Use stiffeners, darts, step flanges, etc. to prevent the
release of elastic stresses and reduce springback, where part design allows.
• Design punch radii as sharp as formability and product design will allow. Radii less than 2t will reduce springback angle and variation.
Because steel work-hardens as it is drawn over a die radius, the resulting higher strength will cause increased springback and sidewall curl. This makes restrike opera- tions difficult. Thus, stampers should strive to limit materi- al movement across these radii.
Automotive design engineers often specify the use of
26 MetalForming/May 2011
www.metalformingmagazine.com
Mild
HS IF CMn
HSLA
• Improved properties • Reduced cost
Fig. 5
Springback Varies with Yield Stress
Tensile Strength (MPa)
IF
BH
• Improved weldability
IS
0
0 200 500 800 1100 1400 1700
Generation 1
