
Page 28 - MetalForming March 2010
P. 28
Tooling Technology
Peter Ulintz has worked in the sheetmetal-forming industry since 1978. His background includes tool and die making, tool and process engineering, engineering management and product devel- opment. Peter also operates the website ToolingbyDesign.com, a source for the transfer of modern metalforming and tool-and-die technology, and which promotes the use of “Performance-Based Die Engineering Strategies.”
Peter speaks at PMA seminars and roundtables focusing on tool and die design, die maintenance, deep drawing, stamping simula- tion, tooling for stamping high- strength steels and problem solv- ing in the press shop.
Peter Ulintz pete.ulintz@toolingbydesign.com www.toolingbydesign.com
Question: We’re having difficulty punching a square hole in 0.125 in. thick low carbon steel. The problem is two-fold: First, we keep get- ting burrs in the corners of the square opening. We increased the cutting clear- ance, which helps a little, but the corners still show an excessive cutting band— more than one-half of the material thickness—and the burrs come back after a short period of time. The second problem is that the corners on the punch tend to break down very rapid- ly, even with 12 percent per side cutting clearance. To complicate things further, our customer refuses to allow more than a 0.020-in. radius in the corners. Any suggestions you may have would be greatly appreciated.
A: Yours is a classic problem when punching square holes, especially those with sharp corners. Similar issues can also occur in square holes with corner radii. The problem is high compres- sion in the punched corners, which results in a tighter cutting clearance in the corners compared to the straight portion of the punch profile.
Improper punch-to-die clearance is the source of many hole-punching
problems. When clearances are too tight, an increase in cutting pressure is required to make the hole. This increase in pressure can chip or rapidly break down sharp corners on the punch. Excessive punch wear increases the amount of grinding that is required to sharpen the die. This can significantly reduce die life. Other problems associ- ated with tight punch-to-die clearance include part distortion and the increase likelihood of burrs, especially on sharp inside corners.
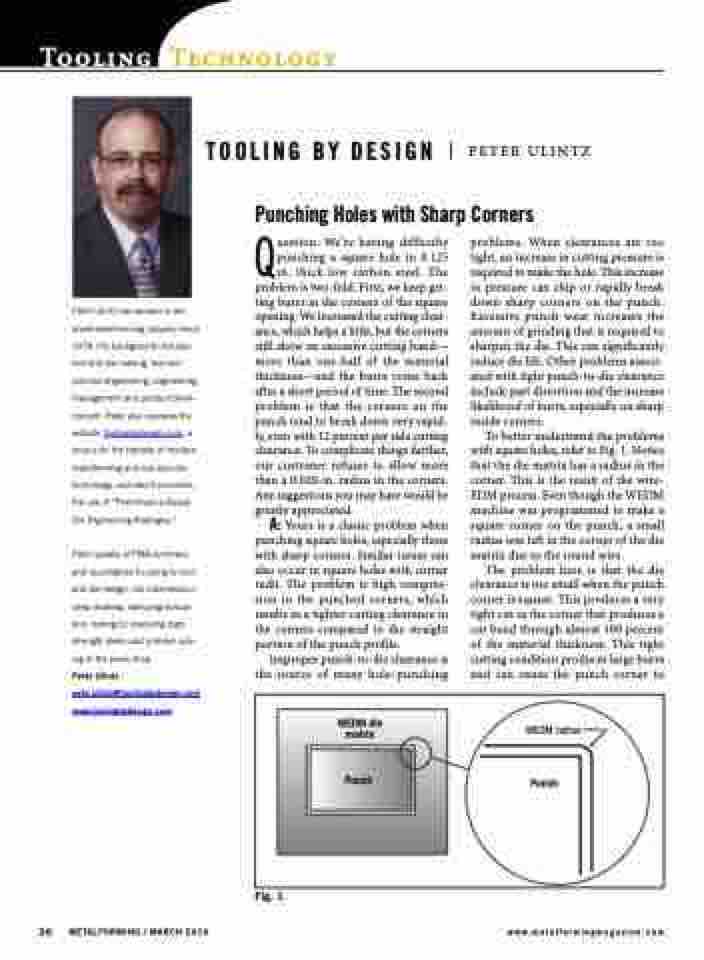
To better understand the problems with square holes, refer to Fig. 1. Notice that the die matrix has a radius in the corner. This is the result of the wire- EDM process. Even though the WEDM machine was programmed to make a square corner on the punch, a small radius was left in the corner of the die matrix due to the round wire.
The problem here is that the die clearance is too small when the punch corner is square. This produces a very tight cut in the corner that produces a cut band through almost 100 percent of the material thickness. This tight cutting condition produces large burrs and can cause the punch corner to
TOOLING BY DESIGN
Punching Holes with Sharp Corners
PETER ULINTZ
WEDM die matrix
WEDM radius
Punch
Punch
26 METALFORMING / MARCH 2010
www.metalformingmagazine.com
Fig. 1
