
Page 14 - MetalForming January 2010
P. 14
Press Brake
This means that the press brake needs an additional 10 percent crowning and 10 percent added frame-deflection com- pensation. While most machines will compensate for frame deflection in process, very few will change the crown- ing as the press brake operates. In fact, it would be impossible to change the crowning on any type of mechanical crowning system in process, since these types of presses are not adjustable under load. In these cases, insufficient crown- ing results in an open angle, often attrib- uted to springback.
Dynamic Crowning the Noble Solution
With a dynamic crowning system rather than a mechanical system, as the pressure changes so does the amount of crowning. In-process crowning compen- sation minimizes springback variation.
Behaving similarly to changes in material properties, changes in sheet thickness also will affect bend-angle repeatability, and dynamic crowning helps here, too. As in the springback case described above, when thickness changes so does the required pressure from the press-brake ram. A different amount of ram and bed deflection results and, unless the press brake ade- quately compensates, a different bend angle is formed. A 10-percent change in material thickness requires a 20-per- cent change in pressure, which demands a 20-percent change in crowning.
While many press brakes on the mar- ket today offer some sort of thickness measurement and compensation, the question that fabricators should ask: How does the press brake adapt its crowning to the change in pressure, which the change in thickness required? Without an adaptive crowning system, it is impossible to adjust the crowning to the changing pressure.
Crowning Systems: A Regal Past
In the late 1970s and early 1980s, two decidedly different crowning sys- tems were introduced into the market. One comprises a mechanical solution using opposing wedges, each with a dif-
ferent slope angle. A hand crank or CNC motor shifts all of the top wedges lengthwise in ref- erence to the bot- tom wedges, cre- ating a curve with which the deflec- tion in the press brake can be compensated for automatically. However, as pre- viously noted, this crowning method cannot be adjusted while under load. A fabricator must apply the crown before bending (pre-crown), and cannot adjust the crown if tonnage changes.
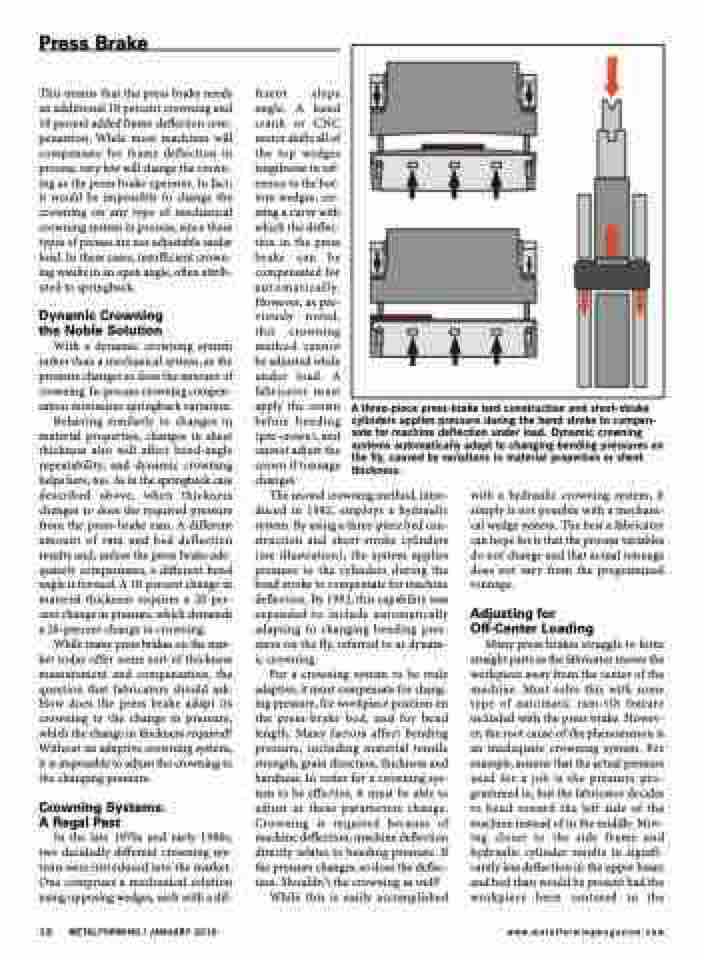
A three-piece press-brake bed construction and short-stroke cylinders applies pressure during the bend stroke to compen- sate for machine deflection under load. Dynamic crowning systems automatically adapt to changing bending pressures on the fly, caused by variations in material properties or sheet thickness.
12 METALFORMING / JANUARY 2010
www.metalformingmagazine.com
The second crowning method, intro- duced in 1982, employs a hydraulic system. By using a three-piece bed con- struction and short-stroke cylinders (see illustration), the system applies pressure to the cylinders during the bend stroke to compensate for machine deflection. By 1992, this capability was expanded to include automatically adapting to changing bending pres- sures on the fly, referred to as dynam- ic crowning.
For a crowning system to be truly adaptive, it must compensate for chang- ing pressure, for workpiece position on the press-brake bed, and for bend length. Many factors affect bending pressure, including material tensile strength, grain direction, thickness and hardness. In order for a crowning sys- tem to be effective, it must be able to adjust as these parameters change. Crowning is required because of machine deflection; machine deflection directly relates to bending pressure. If the pressure changes, so does the deflec- tion. Shouldn’t the crowning as well?
While this is easily accomplished
with a hydraulic crowning system, it simply is not possible with a mechani- cal wedge system. The best a fabricator can hope for is that the process variables do not change and that actual tonnage does not vary from the programmed tonnage.
Adjusting for Off-Center Loading
Many press brakes struggle to form straight parts as the fabricator moves the workpiece away from the center of the machine. Most solve this with some type of automatic ram-tilt feature included with the press brake. Howev- er, the root cause of the phenomenon is an inadequate crowning system. For example, assume that the actual pressure used for a job is the pressure pro- grammed in, but the fabricator decides to bend toward the left side of the machine instead of in the middle. Mov- ing closer to the side frame and hydraulic cylinder results in signifi- cantly less deflection in the upper beam and bed than would be present had the workpiece been centered in the
