
Page 26 - MetalForming November 2009
P. 26
Tooling Technology
Stuart Keeler (Keeler Technologies LLC) is best known worldwide for his discovery of forming limit diagrams, development of circle grid analysis and implementation of other press shop analysis tools. Stuart’s sheetmetal forming experience includes 24 years at National Steel Corporation and
12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and the many seminars he teaches for PMA. His most recent project is technical editor of the AHSS Application Guidelines—Version 4.1, which now is available for downloading free from www.worldautosteel.org. Keeler Technologies LLC
P.O. Box 283
Grosse Ile, MI 48138
Fax: 734/671-2271
E-mail: keeltech@comcast.net
Press shops endure many metal- forming failures. Examples are die cracking, bearings running dry, press jammed on BDC, robots mis- placing blanks, and punches wearing out prematurely. A complete list of pos- sible failures would fill a book. In con- trast, this month’s topic covers a very narrow but sensitive failure found in most press shops—sheetmetal fracture or tearing caused by excessive stretching.
Two common forms of sheetmetal fracture are brittle and ductile. Fractures in glass, rocks and ice have the charac- teristics of brittle fracture. However, brittle fracture in sheetmetal forming is uncommon. A rare example would be a stamping that cracks when dropped on the floor because the chemistry, pro- cessing, microstructure and amount of cold work all interact just right to pro- duce a brittle condition.
Instead, the more common brittle fractures in sheetmetal happen for spe- cific metal chemistries when subjected to high impact loading at very low (-40 deg.) in-service temperatures. Unfor- tunately, too many statements are heard in press shops that deformation work hardens the steel so much that it becomes brittle and fails. Others will explain that high-strength grades or full hard tempers of sheet must be
formed only once because the material already is so hard after the first hit that any added deformation makes it brittle and unable to withstand a second hit.
Work hardening increases the strength and hardness of the stamping while reducing the remaining stretcha- bility. A second hit would require a very high force that most likely would initi- ate deformation in the least worked (lowest strength) area of the stamping and not at the desired location. How- ever, exceeding the maximum allow- able deformation would initiate a duc- tile fracture, not a brittle fracture.
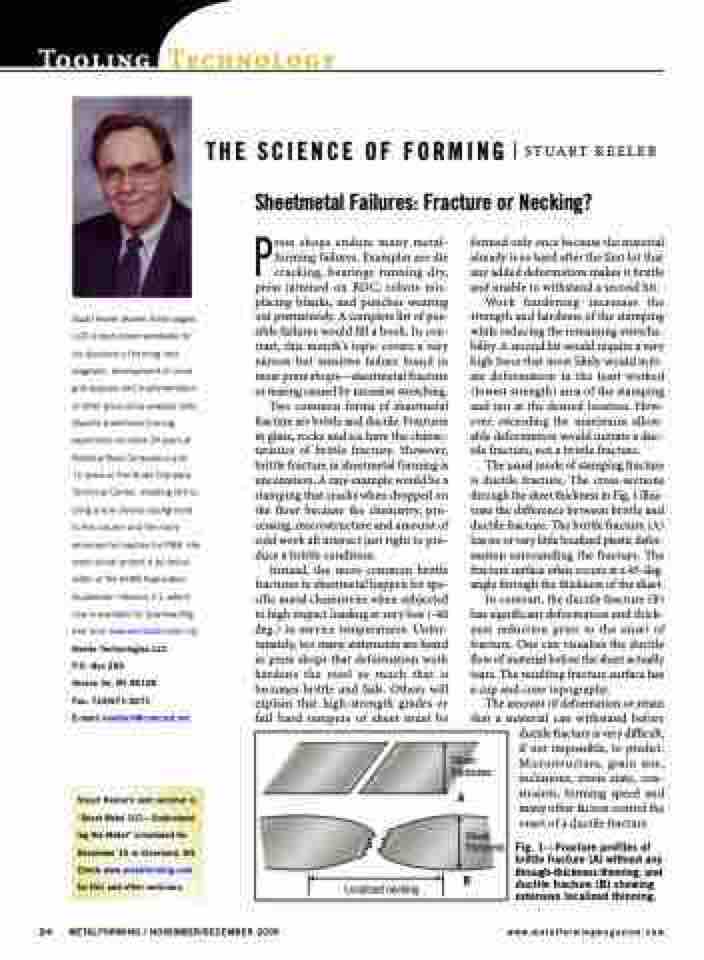
The usual mode of stamping fracture is ductile fracture. The cross-sections through the sheet thickness in Fig. 1 illus- trate the difference between brittle and ductile fracture. The brittle fracture (A) has no or very little localized plastic defor- mation surrounding the fracture. The fracture surface often occurs at a 45-deg. angle through the thickness of the sheet.
In contrast, the ductile fracture (B) has significant deformation and thick- ness reduction prior to the onset of fracture. One can visualize the ductile flow of material before the sheet actually tears. The resulting fracture surface has a cup and cone topography.
The amount of deformation or strain that a material can withstand before ductile fracture is very difficult, if not impossible, to predict. Microstructure, grain size, inclusions, stress state, con- straints, forming speed and many other factors control the
onset of a ductile fracture.
Fig. 1—Fracture profiles of brittle fracture (A) without any through-thickness thinning, and ductile fracture (B) showing extensive localized thinning.
THE SCIENCE OF FORMING Sheetmetal Failures: Fracture or Necking?
STUART KEELER
Sheet thickness
A
Sheet thickness
B
Localized necking
Stuart Keeler’s next seminar is “Sheet Metal 101—Understand- ing the Metal” scheduled for December 10 in Cleveland, OH. Check www.metalforming.com for this and other seminars.
24 METALFORMING / NOVEMBER/DECEMBER 2009
www.metalformingmagazine.com
