
Page 35 - MetalForming April 2009
P. 35
70
60
50
40
30
20
10
CP
Constant strength
increased stretchability
TRIP
DP
MS
Constant stretc
in
creased strength
hability
0
0 200 500 800 1100 1400 1700
Yield Strength (MPa)
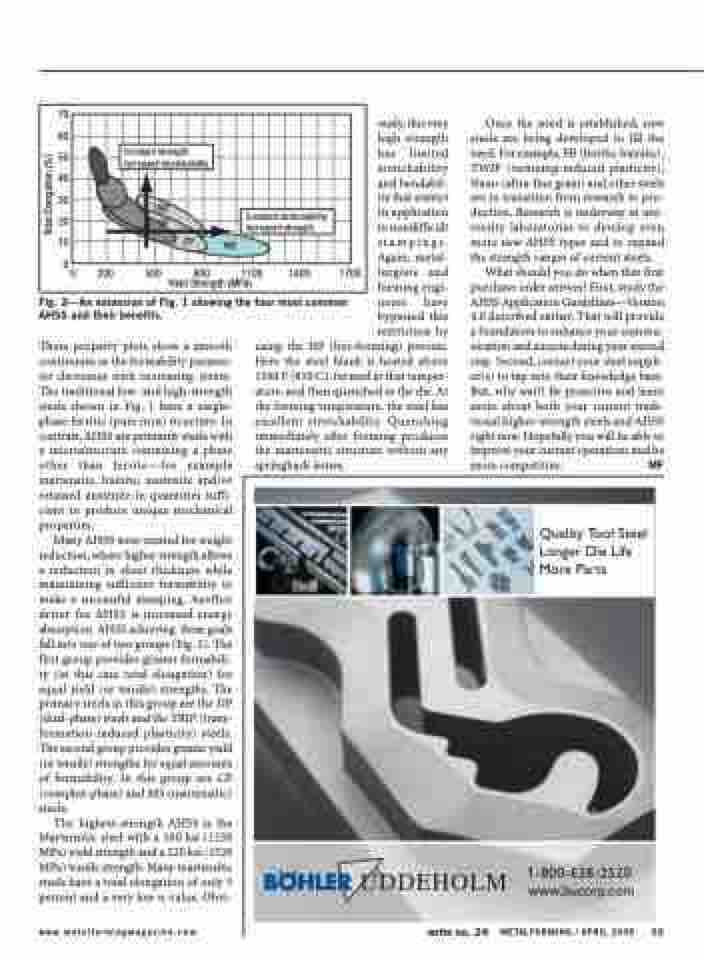
Fig. 2—An extension of Fig. 1 showing the four most common AHSS and their benefits.
ously, this very high strength has limited stretchability and bendabil- ity that restrict its application to nondifficult stampings. Again, metal- lurgists and forming engi- neers have bypassed this restriction by
Once the need is established, new steels are being developed to fill the need. For example, FB (ferritic-bainitic), TWIP (twinning-induced plasticity), Nano (ultra-fine grain) and other steels are in transition from research to pro- duction. Research is underway in uni- versity laboratories to develop even more new AHSS types and to expand the strength ranges of current steels.
What should you do when that first purchase order arrives? First, study the AHSS Application Guidelines—Version 4.0 described earlier. That will provide a foundation to enhance your commu- nication and success during your second step. Second, contact your steel suppli- er(s) to tap into their knowledge base. But, why wait? Be proactive and learn more about both your current tradi- tional higher-strength steels and AHSS right now. Hopefully you will be able to improve your current operations and be more competitive. MF
These property plots show a smooth continuum as the formability parame- ter decreases with increasing strain. The traditional low- and high-strength steels shown in Fig. 1 have a single- phase ferritic (pure iron) structure. In contrast, AHSS are primarily steels with a microstructure containing a phase other than ferrite—for example martensite, bainite, austenite and/or retained austenite in quantities suffi- cient to produce unique mechanical properties.
Many AHSS were created for weight reduction, where higher strength allows a reduction in sheet thickness while maintaining sufficient formability to make a successful stamping. Another driver for AHSS is increased energy absorption.AHSSachieving thesegoals fall into one of two groups (Fig. 2). The first group provides greater formabili- ty (in this case total elongation) for equal yield (or tensile) strengths. The primary steels in this group are the DP (dual-phase) steels and the TRIP (trans- formation-induced plasticity) steels. The second group provides greater yield (or tensile) strengths for equal amounts of formability. In this group are CP (complex-phase) and MS (martensitic) steels.
The highest-strength AHSS is the Martensitic steel with a 180 ksi (1250 MPa) yield strength and a 220 ksi (1520 MPa) tensile strength. Many martensitic steels have a total elongation of only 5 percent and a very low n-value. Obvi-
using the HF (hot-forming) process. Here the steel blank is heated above 1560 F (850 C), formed at that temper- ature, and then quenched in the die. At the forming temperature, the steel has excellent stretchability. Quenching immediately after forming produces the martensitic structure without any springback issues.
www.metalformingmagazine.com
write no. 24
METALFORMING / APRIL 2009 33
Total Elongation (%)
