
Page 18 - MetalForming Invierno 2019
P. 18
Troqueles desde el Diseño
Por: Peter Ulintz
Problemas de Proceso de Blanco-y-Embutido
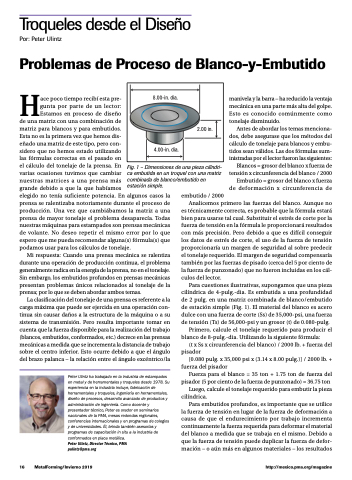
8.00-in. dia.
2.00 in.
4.00-in. dia.
Hace poco tiempo recibí esta pre-
gunta por parte de un lector:
Estamos en proceso de diseño
de una matriz con una combinación de
matriz para blancos y para embutidos.
Esta no es la primera vez que hemos dis-
eñado una matriz de este tipo, pero con-
sidero que no hemos estado utilizando
las fórmulas correctas en el pasado en
el cálculo del tonelaje de la prensa. En
varias ocasiones tuvimos que cambiar
nuestras matrices a una prensa más
grande debido a que la que habíamos
elegido no tenía suficiente potencia. En algunos casos la prensa se ralentizaba notoriamente durante el proceso de producción. Una vez que cambiábamos la matriz a una prensa de mayor tonelaje el problema desaparecía. Todas nuestras máquinas para estampados son prensas mecánicas de volante. No deseo repetir el mismo error por lo que espero que me pueda recomendar alguna(s) fórmula(s) que podamos usar para los cálculos de tonelaje.
Mi respuesta: Cuando una prensa mecánica se ralentiza durante una operación de producción continua, el problema generalmente radica en la energía de la prensa, no en el tonelaje. Sin embargo, los embutidos profundos en prensas mecánicas presentan problemas únicos relacionados al tonelaje de la prensa; por lo que se deben abordar ambos temas.
La clasificación del tonelaje de una prensa es referente a la carga máxima que puede ser ejercida en una operación con- tinua sin causar daños a la estructura de la máquina o a su sistema de transmisión. Pero resulta importante tomar en cuenta que la fuerza disponible para la realización del trabajo (blancos, embutidos, conformados, etc.) decrece en las prensas mecánicas a medida que se incrementa la distancia de trabajo sobre el centro inferior. Esto ocurre debido a que el ángulo del brazo palanca – la relación entre el ángulo excéntrico/la
Peter Ulintz ha trabajado en la industria de estampados en metal y de herramentales y troqueles desde 1978. Su experiencia en la industria incluye, fabricación de herramentales y troqueles, ingeniería en herramentales, diseño de procesos, desarrollo avanzado de productos y administración de ingeniería. Como docente y presentador técnico, Peter es orador en seminarios nacionales de la PMA, mesas redondas regionales, conferencias internacionales y en programas de colegios y de universidades. Él, brinda también asesorías y programas de capacitación in situ a la industria de conformados en placa metálica.
Peter Ulintz, Director Técnico, PMA pulintz@pma.org
manivela y la barra – ha reducido la ventaja mecánica en una parte más alta del golpe. Esto es conocido comúnmente como tonelaje disminuido.
Antes de abordar los temas menciona- dos, debe asegurase que los métodos del cálculo de tonelaje para blancos y embu- tidos sean válidos. Las dos fórmulas sum- inistradas por el lector fueron las siguientes:
Blancos = grosor del blanco x fuerza de tensión x circunferencia del blanco / 2000 Embutido = grosor del blanco x fuerza de deformación x circunferencia de
embutido / 2000
Analicemos primero las fuerzas del blanco. Aunque no
es técnicamente correcta, es probable que la fórmula estará bien para usarse tal cual. Substituir el estrés de corte por la fuerza de tensión en la fórmula le proporcionará resultados con más precisión. Pero debido a que es difícil conseguir los datos de estrés de corte, el uso de la fuerza de tensión proporcionaría un margen de seguridad al sobre predecir el tonelaje requerido. El margen de seguridad compensaría también por las fuerzas de pisado (cerca del 5 por ciento de la fuerza de punzonado) que no fueron incluidas en los cál- culos del lector.
Para cuestiones ilustrativas, supongamos que una pieza cilíndrica de 4-pulg.-dia. Es embutida a una profundidad de 2 pulg. en una matriz combinada de blanco/embutido de estación simple (Fig. 1). El material del blanco es acero dulce con una fuerza de corte (Ss) de 35,000-psi, una fuerza de tensión (Ts) de 56,000-psi y un grosor (t) de 0.080-pulg.
Primero, calcule el tonelaje requerido para producir el blanco de 8-pulg.-dia. Utilizando la siguiente fórmula:
(t x Ss x circunferencia del blanco) / 2000 lb. + fuerza del pisador
[0.080 pulg. x 35,000 psi x (3.14 x 8.00 pulg.)] / 2000 lb. + fuerza del pisador
Fuerza para el blanco = 35 ton + 1.75 ton de fuerza del pisador (5 por ciento de la fuerza de punzonado) = 36.75 ton
Luego, calcule el tonelaje requerido para embutir la pieza cilíndrica.
Para embutidos profundos, es importante que se utilice la fuerza de tensión en lugar de la fuerza de deformación a causa de que el endurecimiento por trabajo incrementa continuamente la fuerza requerida para deformar el material del blanco a medida que se trabaja en el mismo. Debido a que la fuerza de tensión puede duplicar la fuerza de defor- mación – o aún más en algunos materiales – los resultados
Fig. 1 – Dimensiones de una pieza cilíndri- ca embutida en un troquel con una matriz combinada de blanco/embutido en estación simple.
16 MetalForming/Invierno 2019
http://mexico.pma.org/magazine
