
Page 38 - MetalForming June 2019
P. 38
Maintaining Servo-Driven Presses
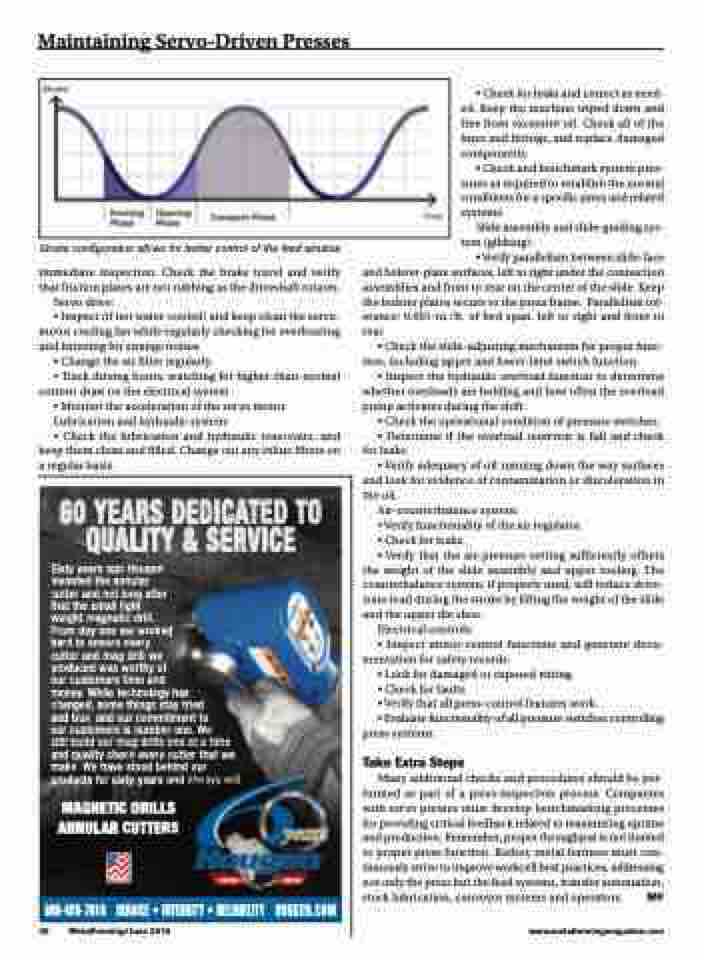
Stroke configuration allows for better control of the feed window.
immediate inspection. Check the brake travel and verify that friction plates are not rubbing as the driveshaft rotates.
Servo drive:
• Inspect (if not water-cooled) and keep clean the servo- motor cooling fan while regularly checking for overheating and listening for strange noises.
• Change the air filter regularly.
• Track driving hours, watching for higher-than-normal current draw on the electrical system.
• Monitor the acceleration of the servo motor. Lubrication and hydraulic system:
• Check the lubrication and hydraulic reservoirs, and
keep them clean and filled. Change out any inline filters on a regular basis.
• Check for leaks and correct as need- ed. Keep the machine wiped down and free from excessive oil. Check all of the lines and fittings, and replace damaged components.
• Check and benchmark system pres- sures as required to establish the normal conditions for a specific press and related systems.
Slide assembly and slide-guiding sys- tem (gibbing):
• Verify parallelism between slide-face and bolster-plate surfaces, left to right under the connection assemblies and front to rear on the center of the slide. Keep the bolster plates secure to the press frame. Parallelism tol- erance: 0.001-in./ft. of bed span, left to right and front to
rear.
• Check the slide-adjusting mechanism for proper func-
tion, including upper and lower-limit switch function.
• Inspect the hydraulic overload function to determine whether overloads are holding and how often the overload
pump activates during the shift.
• Check the operational condition of pressure switches. • Determine if the overload reservoir is full and check
for leaks.
• Verify adequacy of oil running down the way surfaces
and look for evidence of contamination or discoloration in the oil.
Air-counterbalance system:
• Verify functionality of the air regulator.
• Check for leaks.
• Verify that the air-pressure setting sufficiently offsets
the weight of the slide assembly and upper tooling. The counterbalance system, if properly used, will reduce drive- train load during the stroke by lifting the weight of the slide and the upper die shoe.
Electrical controls:
• Inspect motor-control functions and generate docu- mentation for safety records.
• Look for damaged or exposed wiring.
• Check for faults.
• Verify that all press-control features work.
• Evaluate functionality of all pressure switches controlling
press systems.
Take Extra Steps
Many additional checks and procedures should be per- formed as part of a press-inspection process. Companies with servo presses must develop benchmarking processes for providing critical feedback related to maximizing uptime and production. Remember, proper throughput is not limited to proper press function. Rather, metal formers must con- tinuously strive to improve workcell best practices, addressing not only the press but the feed systems, transfer automation, stock lubrication, conveyor systems and operators. MF
60 YEARS DEDICAT
cutter and not long after
O QUALITY & SERVICE
T
TED TO
ears ago Hougen invented the annular
Sixty y
that the small light weight magnetic drill. From day one we work
-
har
ed e every
e
d to ensur
cutter and mag drill we
orthy of our customers time and
and true
and quality c
produced w
as w
. While technology has changed, some things stay tried
money.
, and our commitment to
e still build our mag drills one at a time
our customers is number one
.W
mak
heck every cutter that we ve stood behind our
e
e ha
.W
products for sixty y
ears and alw
ill
GNETIC DRILLS ANNULAR CUTTERS
MA
800-426-7818 SERVICE • INTEGRITY • RELIABILITY HOUGEN.COM
36 MetalForming/June 2019
www.metalformingmagazine.com
