
Page 37 - MetalForming June 2019
P. 37
The servo drive, which controls press movement, allows the press drivetrain to move in either direction during the stroke. Photo courtesy of Simpac.
• Pendulum motion;
• Dwell or holding function with full press force at bottom dead center, which enables reliable integration of other processes such as nut and stud feeding, in-die welding or in-die tapping; and
• Time-saving setup features and tryout processes for improved safety due to the availability of full-press force at low speeds.
These attributes enable greater precision of produced parts and increased output rates. Slide motion control results in less die wear and maintenance.
The drive capabilities described above enable the fol- lowing to be performed with a servo press:
• Crank motion (sinusodial curve shape);
Related to die openings, consider:
• Adaption of the movement in this phase to provide clearance and accessibility for automation equipment;
• Active in-die function—springs, sliders, part lifters, thread formers or part-turnover stations—that can be per- formed with high process reliability; and
• Maximum permitted opening speed with regards to nitrogen cylinders in the die.
Regarding transport windows, consider:
• Synchronization with automation modes and functions; • Clearance and accessibility in the die space.
Troubleshooting Tips
Troubleshooting servo-press issues requires an under- standing of the basics. Like any other press, a servo press utilizes a spring-set brake, sized to stop the drivetrain and slide motion at any point in the 360-deg. rotation of the driving shaft, and releasing during the stroking action.
The servo drive, which controls press movement, allows the press drivetrain to move in either direction during the stroke. Upon completion of the stroking action, the press turns off and the safety brake is applied to hold the position of the slide assembly.
Watch for troublesome developments in the safety brake, servo drive, lubrication and hydraulic systems, slide assembly and slide-guiding system (gibbing), air-counterbalance sys- tem and electrical controls. This can help avoid maintenance issues.
Safety brake:
• Sound of leaking air upon release of the brake signals that the air seals require replacement.
• Excessive lining dust on the brake housing and press frame reveals a lining-wear issue.
• Hot smell or excessive noise coming from the brake as the driveshaft assembly rotates warns of the need for an
• Transfer mode (allows for the motion to the required feed length);
• Drawing and fine blanking;
• Cutting and coining; and
• Pulse-mode-vibration forming.
Important Die-Related Factors
Attention paid to three important factors—die process, die opening and transport window—pays off in terms of part quality, process reliability, cycle- time optimization and die life.
When it comes to the die process, consider the following:
• Adaptation of forming, drawing or cutting speeds for specific parts and process requirements;
• Fluctuation in material and cost quality; and
• Integration of secondary in-die processes such as welding, joining, laser operations, weld, clinch- nut and stud feeding, thread forming and adhesive bonding.
adaption of the slide
www.metalformingmagazine.com
MetalForming/June 2019 35
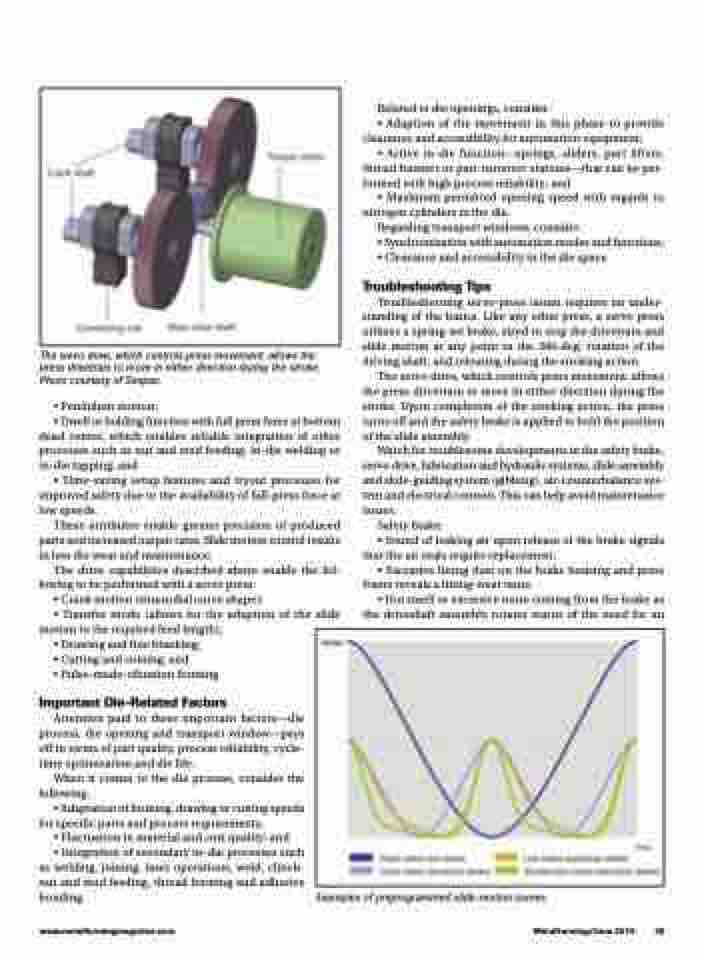
Examples of preprogrammed slide-motion curves.
