






The Call for Fresh Steel
August 1, 2013Comments
Fifty years ago, “old steel” could have been blamed for a steel coil or blank failing to make an adequate stretch-formed stamped part. Back then, rimmed steel was common, processed by pouring molten steel from an open-hearth furnace into large, thick-walled iron molds (Fig. 1). Each mold produced an ingot that then was rolled into a slab and further processed to become coils. Steelmakers called this “rimmed steel” because its high quantity of internal oxygen and other gasses that caused an eruption of excess gas on solidification, forming a clean edge surface or “rim” on the ingot.
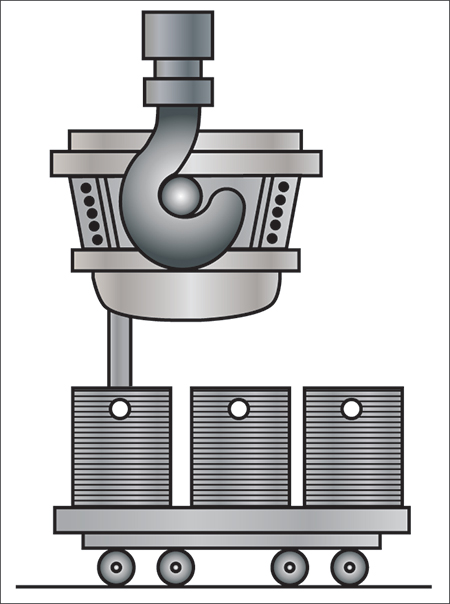 |
| Schematic shows molten steel being transferred to a mold for solidification into an ingot. Each ingot is hot- and/or cold-rolled to different dimensions to form a master coil. Courtesy of AISI- Sheet Metal Formability, Washington D.C., 1984. |
Unfortunately, most of the gasses remained trapped in the atomic structure of the steel. Rolling or temper-rolling the steel activated strain aging and, with time, the oxygen and nitrogen segregated to different atomic zones. This increased the steel’s strength and reduced its stretchability; the yield-point elongation returned. The coils should have been labeled, “Best Used Within 90 Days.”
To return some of the steel’s stretchability and eliminate yield-point elongation, the rimmed steel coils were again temper- or flex-rolled. This retriggered more strain aging and an increase in yield strength. As a result, metalformers used “old” rimmed steel for easier stampings and specified “fresh” steel for more difficult stampings.
Aluminum a Strain-Aging Cure
More recently, steel-mill metallurgists discovered that adding aluminum to the melt causes the gasses to be tied up as aluminum oxides and nitrides. This prevents the eruption of gasses when pouring the molten steel into the mold, and avoids the strain-aging problem. Since aluminum shot causes the steel to become dead in the mold, the steel is called aluminum-killed—it essentially has an infinite shelf life without change of mechanical properties.
Today, most steel is made by the continuous-casting process. Here, molten steel fills an oscillating, water-chilled mold high on top of the casting machine. As the steel exits downward from the mold, a thin shell of solid steel forms and enters a series of rollers. Water spray solidifies the continuous slab as it curves through a 90-deg. curve to exit the casting machine on a horizontal runout table.
Obviously, the eruption of excess gasses of rimmed steel would form holes in the thin shell of molten steel and cause a disaster, as molten steel would pour all over the equipment and floor. Therefore, only aluminum-killed steel can be used in the continuous-casting process, eventually eliminating the production of rimmed steels.
Too often, accurate explanations of why old rimmed steel will not make difficult stampings are difficult to find in press shops. More likely some creative story has been generated and passed from one generation to another. Even today a given coil of steel can be called flawed because it aged too long in the back storeroom, generating a call for fresh steel. The demise of rimmed steel and the changeover to aluminum-killed draw-quality (AK-DQ) steel is an untold story. Even worse, AK-DQ steels now are divided into drawing steel and forming steel—another level of confusion. For reference, the steel world calls these mild steels.
Bake Hardenable, for Dent Resistance
As another example of only half of the information being explained, consider bake-hardenable (BH) steels. Introduced in the late 1980s, these steels offer maximum stretchability to form difficult parts, and then exhibit an increase in yield strength after forming. Automakers like these properties for dent resistance. BH steels are made with extra carbon—a yield strengthener—in solution. After parts are formed, they receive a coating of paint and an approximate 20-min. paint bake. The heat from the baking furnace causes the carbon to exit the solution and enter the atomic structure, increasing strength.
Unfortunately, the paint-baking information was only half of the required knowledge. Some press shops would make a basket or even multiple racks of parts once the first die was completed and successfully tried out. However, several weeks later, when the line dies were complete and the store of parts was used for final tune of the entire line, a stamper might come to find that the line dies made parts that did not meet print specs. Why? During the weeks that passed after forming, the parts increased in yield strength equal to that of the paint-bake cycle.
In the last two or three decades, several new steels have been developed, particularly in the advanced high-strength steel (AHSS) category. Prior maximum yield strengths of 80 ksi have been superseded by yield strengths greater than 150 ksi. Acceptance of virtual forming, servo presses, very low-coefficient lubricants, hydroforming, strain-measuring cameras and other technological advances can be stymied by continued use of outdated information and old press-shop rules. When press shops still follow maximum forming speeds for different materials based on data printed decades ago, and still found in current tool and die manuals, technology will not save them. Training is needed that presents presses, dies, materials, friction and data collection as a single interactive system.
MFView Glossary of Metalforming Terms
Technologies: Quality Control
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted. Quality Control
Quality ControlAmrol Jr. New Starrett President and CEO, Other Executives N...
Wednesday, March 5, 2025
Ascential Technologies Appoints Divisional CEO to Specialty ...
Wednesday, April 24, 2024
 Materials
MaterialsBrinell, Rockwell and Vickers Hardness Testing: Use and Misu...
Daniel Schaeffler Friday, April 1, 2022
Quality ControlTroubleshooting Sheet Metal Forming Problems, Part 2: The St...
Daniel Schaeffler Friday, February 26, 2021