This is the premise of a two-hour seminar that I will present at Regional METALFORM in Birmingham, AL, in April. The presentation’s titled, Designing and Building Dies for High-Strength Steel Stampings.
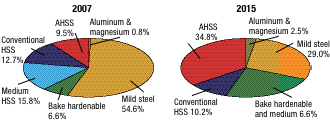
According to data presented by Ducker Worldwide at the American Iron and Steel Institute’s Great Designs in Steel event in March 2007, the content of AHSS in North American light vehicles is projected to increase from the current level of 9.5 percent to nearly 35 percent over the next eight years (see pie charts). During this same period, bake-hardenable and medium high-strength steels are projected to increase in usage from current 6.6-percent levels to 23.5 percent, while mild-steel content diminishes to less than 30 percent. The use of more traditional HSLA grades also is expected to drop slightly.
Achieving this level of AHSS use presents many challenges for manufacturers and tool and die companies. The Auto/Steel Partnership (A/SP), a consortium involving the Detroit automakers and seven North American steel companies, has identified three major AHSS stamping and forming challenges:
Tool breakage resulting from the increased stress required to form parts from grades with double and triple the strength of conventional high-strength steels.
Tool wear such that hardened inserts and shear edges can wear out during a single production run as a result of the AHSS material hardness being nearly equal to the die hardness.
Part quality problems arising from the increased springback associated with the higher strengths and increased process sensitivity to material properties. In addition, the Center for Automotive Research, a consulting partner with A/SP that maintains a working relationship with the tool and die industry, assembled tooling coalitions to tackle common tooling and metalforming problems associated with AHSS materials. The coalition of North American tooling shops identified additional challenges not initially raised by the automotive and steel companies in dealing with AHSS, including:
• The absence of any detailed metallurgical steel data early in die development to adequately support forming simulations and ensure continuity of material throughout die development and tryout.
• Numerous die recuts required due to extensive springback not predicted by forming simulation. Some tools had to be recut 10 times, driving up tool cost and reducing quality.
• Dimensional buy-off criteria being too difficult for AHSS. The unattainable goal of 100-percent print compliance and dimensional Cpk levels of 1.33 places nearly every tool program into crisis mode, resulting in late delivery.
The tooling coalition also has identified five general recommendations for improving tooling, stamping processes and product design for AHSS stamped parts:
Springback prediction accuracy and springback management of AHSS-grade materials still requires much improvement.
Product design features such as radii and part shape greatly affect springback, including twist and curl. Anticipating the impact of these product features during tooling design can help reduce springback problems.
Tool and die standards for HSLA and mild-steel stampings are not adequate for AHSS. Special tool standards, accounting for the higher forming stresses and wear characteristics of AHSS alloys, must be adopted.
Material availability is a significant problem affecting simulation accuracy, tool design and tool tryout, especially when it is specified as a last-minute change.
Tool buyoff standards are historically based on part-print compliance and Cpk results. These requirements usually are challenging enough for HSLA stampings and are proven to be much too difficult for AHSS stampings. A functional buyoff procedure, rather than the pursuit of print dimensions or unachievable Cpk, is needed, especially for tools capable of achieving high levels of repeatability but not part-print specification.
It also is important to understand that manufacturing AHSS stampings will affect the size, strength, power and overall configuration of almost every major piece of pressroom equipment. In many instances, coil handling, feeding, straightening and press equipment originally designed for mild-steel and HSLA applications will prove insufficient for AHSS. This fundamental lack of understanding already has led more than a few companies down a path to financial ruin.
Clearly, designing AHSS stampings, tools and processes with the same approach as designing for HSLA and mild steel, using the same GD&T methods, tooling standards and buyoff criteria, will be the source of stress for many companies dealing with AHSS for the first time. Prepare yourself and your company. Consider joining me at Regional METALFORM as we explore some key product and process requirements, recommended practices, and unique manufacturing methods that both stampers and die shops will need to consider, understand and employ when designing and building dies for high-strength-steel stampings. MF
Technologies: Tooling