
Page 28 - MetalForming April 2020
P. 28
FABRICATION
Ultra-High-Precision Laser Cutting
Pulse Length Matters
On the nanometer-feature scale, the shortest-pulse lasers cut with clean edges and without heat-affected zones. Find out why, and where their use makes the most sense.
tionality and also impacts cost should post-processing or rework be needed to smooth and edge, or remove debris.
3. Controlling the heat input into the part, specifically to minimize the heat-affected zone (HAZ). The cutting process should not affect the bulk material properties, or surrounding features, in an undesirable way.
Numerous factors impact the con- siderations just mentioned. Some are external to the laser, such as the effects of an assist gas, the characteristics of the focusing optics, or the scan speed of the laser beam relative to the work- piece. In terms of the laser itself, three key laser parameters directly impact cut precision, quality and the HAZ: laser wavelength, power and pulse length.
Wavelength
While every material has its own
BY MICHAEL LAHA
Traditional long-pulse and con- tinuous-wave fiber lasers have come to dominate most metal- cutting applications over the past decade because they offer a great com- bination of cost characteristics, relia- bility and ease of use. But, for high- precision cutting applications, such as found in medical-product manufac- turing, microelectronics fabrication and, increasingly, automotive produc- tion, they can’t always deliver the required finesse. In these applications, pulsed, diode-pumped, solid-state (DPSS) lasers may be the best choice. They come in a variety of pulse lengths, and at wavelengths in the infrared, vis- ible and ultraviolet spectrums. Here we’ll provide some guidelines that explain when the cost of a DPSS laser is justified, and how to choose the best source for a particular job.
For Feature Production on the Nanometer Scale
For the purposes of this discussion, precision cutting or microstructuring refers to the production of features in a material on the scale of 25 μm or less. Depending upon substrate thick-
Michael LaHa is senior product line manager at Coherent Inc., www.coher- ent.com. He can be reached at michael.laha@coherent.com.
ness, a common aspect ratio is 10:1. These scale features are produced on metal substrates from 1 mm thick to thin foils of less than 10 μm thick.
Such precise applications typically require three main considerations:
1. The ability to produce the desired feature size to begin with.
2. Cut-surface quality, i.e., the surface roughness and the production of debris or recast material. The ideal cut has straight (no taper), smooth sidewalls. Cut-surface quality can affect part func-
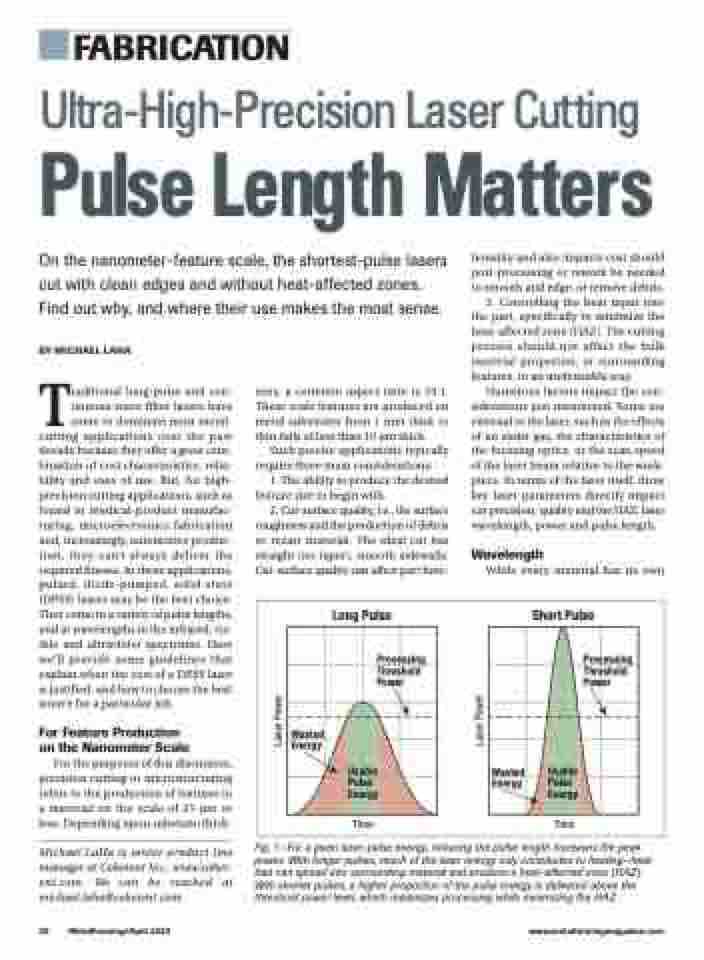
Long Pulse Short Pulse
Processing
Threshold Power
Wasted
Energy
Usable
Pulse Energy
Processing
Threshold Power
Wasted
Usa
ble
Energy
Pulse Energy
Time Time
26 MetalForming/April 2020
www.metalformingmagazine.com
Fig. 1—For a given laser-pulse energy, reducing the pulse length increases the peak power. With longer pulses, much of the laser energy only contributes to heating—heat that can spread into surrounding material and produce a heat-affected zone (HAZ). With shorter pulses, a higher proportion of the pulse energy is delivered above the threshold power level, which maximizes processing while minimizing the HAZ.
Laser Power
Laser Power
