
Page 14 - MetalForming April 2020
P. 14
Tooling by Design
By Peter Ulintz
Understanding Horizontal Forces in Stamping Dies
Punch steel
Sheet metal
b
a
Die steel
Penetration at time when fractures meet
c
The downward motion of a press ram applies a vertical force onto a die assembly mounted in the press as well as the workpiece inside of the die. The vertical force is expressed in terms of tons-force (ton- nage) or kiloNewtons (kN).
It is common practice to estimate vertical forces in a die assembly before starting a die design. Knowing these forces allows the die designer to deter- mine thicknesses for die shoes, forming pads and dies steels in order to mini- mize deflections in the die. Estimating these forces also helps determine the size, quantity and spacing for any par- allels required to achieve the desired feedline and die shut heights.
Before the die components can be designed, considerable knowledge is required about the forces acting on each of the individual components. The vertical forces must be analyzed to determine if horizontal forces or side thrusts, also called force vectors, are created during the cutting and forming processes. Horizontal forces inside of the die often cause many alignment-related problems.
A force vector represents a force with magnitude and direction. This contrasts with simply giving the mag-
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His back- ground includes tool and die making, tool engi- neering, process design, engineering manage- ment and advanced product development. As an educator and technical
presenter, Peter speaks at PMA national seminars, regional roundtables, international conferences, and college and university programs. He also pro- vides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
nitude of the force, known as a scalar quantity. For example, instead of saying that the force is 2 tons (scalar), we say that the force is 2 tons vertically toward the press bed (vector).
Horizontal Forces in Cutting Operations
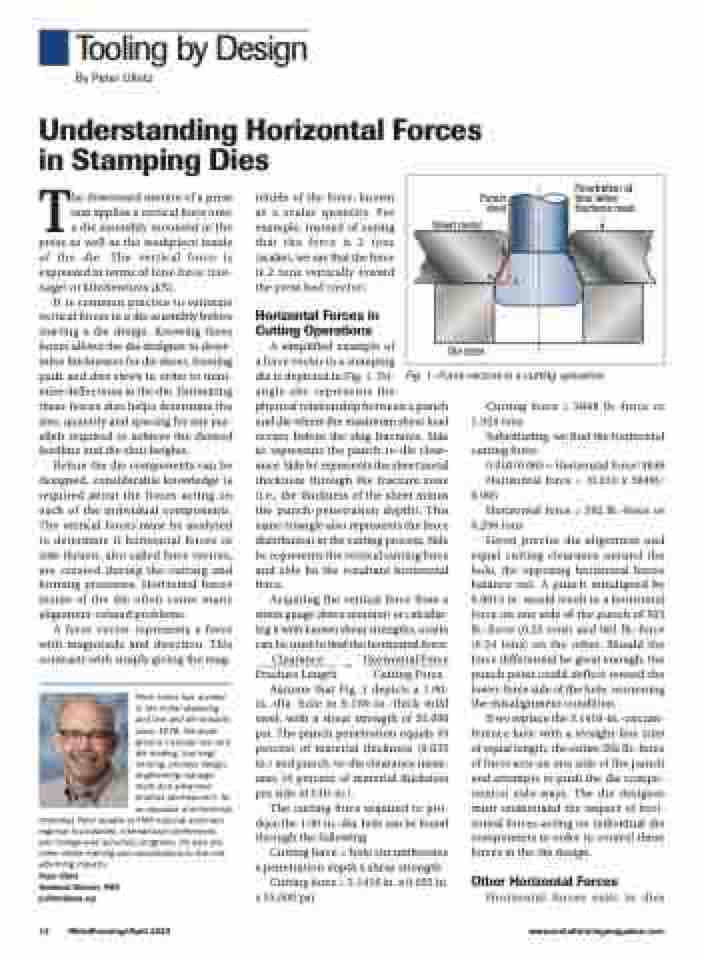
A simplified example of
a force vector in a stamping
die is depicted in Fig. 1. Tri-
angle abc represents the
physical relationship between a punch and die where the maximum shear load occurs before the slug fractures. Side ac represents the punch-to-die clear- ance. Side bc represents the sheet metal thickness through the fracture zone (i.e., the thickness of the sheet minus the punch-penetration depth). This same triangle also represents the force distribution in the cutting process. Side bc represents the vertical cutting force and side ba the resultant horizontal force.
Acquiring the vertical force from a strain gauge (force monitor) or calculat- ing it with known shear strengths, a ratio can be used to find the horizontal force:
Clearance = Horizontal Force Fracture Length Cutting Force
Assume that Fig. 1 depicts a 1.00- in.-dia. hole in 0.100-in.-thick mild steel, with a shear strength of 35,000 psi. The punch penetration equals 35 percent of material thickness (0.035 in.) and punch-to-die clearance meas- ures 10 percent of material thickness per side (0.010-in.).
The cutting force required to pro- duce the 1.00-in.-dia. hole can be found through the following:
Cutting force = hole circumference x penetration depth x shear strength
Cutting force = 3.1416 in. x 0.035 in. x 35,000 psi
Fig. 1—Force vectors in a cutting operation.
Cutting force = 3848 lb.-force or 1.924 tons
Substituting, we find the horizontal cutting force:
0.010/0.065 = Horizontal force/3848
Horizontal force = (0.010 x 3848)/ 0.065
Horizontal force = 592 lb.-force or 0.296 tons
Given precise die alignment and equal cutting clearance around the hole, the opposing horizontal forces balance out. A punch misaligned by 0.0015 in. would result in a horizontal force on one side of the punch of 503 lb.-force (0.25 tons) and 681 lb.-force (0.34 tons) on the other. Should the force differential be great enough, the punch point could deflect toward the lower-force side of the hole, worsening the misalignment condition.
If we replace the 3.1416-in.-circum- ference hole with a straight-line trim of equal length, the entire 592 lb.-force of force acts on one side of the punch and attempts to push the die compo- nent(s) side-ways. The die designer must understand the impact of hori- zontal forces acting on individual die components in order to control these forces in the die design.
Other Horizontal Forces
Horizontal forces exist in dies
12 MetalForming/April 2020
www.metalformingmagazine.com
