
Page 14 - MetalForming January 2020
P. 14
3D METAL PRINTING
magazine connects engineers, manufacturing executives and plant floor leaders with suppliers of 3D metal printing equipment and services, for prototyping and production applications in aerospace, automotive, medical and other industries.
Readers can stay on the forefront of this rapidly expanding industry through:
• New technology write-ups
• Application articles
• Tutorial “how-to” features
Metals are the fastest growing segment of 3D printing, growing at an annual rate of 30 percent. Now’s the time to align with
the only publication specifically dedicatedto the industry—
3D Metal Printing magazine.
To receive your complimentary subscription and learn about advertising opportunities, please visit www.3DMPmag.com.
6363 Oak Tree Blvd. Independence, OH 44131 216/901-8800 | Fax: 216/901-9669 www.3DMPmag.com
Tooling by Design
Table 2—Comparing Materials, Thicknesses When Redrawing
Cup Draw
(from flat blank)
1st Redraw
2nd Redraw
3rd Redraw
4th Redraw
Carbon Steel, Draw Quality
0.030-0.060 in. 42-47% 23-29% 21-26% 19-23% 17-21%
0.060-0.125 in. 48% 30% 27% 24% 22%
3XXX Aluminum 0-Temper
0.030- 0.125 in. 40-42% 18-22% 16-20% 14-18% 12-16%
> 0.125 in. 42-45% 20-28% 14-22% 12-20% 12-18%
3XXX Aluminum H12 & H32
0.030- 0.125 in. 32-34% 15% 14% 13% 12%
> 0.125 in. 34-36% 15% 14% 13% 12%
Brass, Draw Quality
< 0.060 in. 44-50% 20-25% 18-23% 16-20% 14-17%
0.060-0.125 in. 44-50% 15-18% 14-15% 13-14% 12-13%
Stainless Steel (18-8)
0.028-0.060 in. 40-44% 17-27% 16-25% 15-23% 14-21%
0.060-0.125 in. 44-45% 21-32% 19-28% 19-24% 18-21%
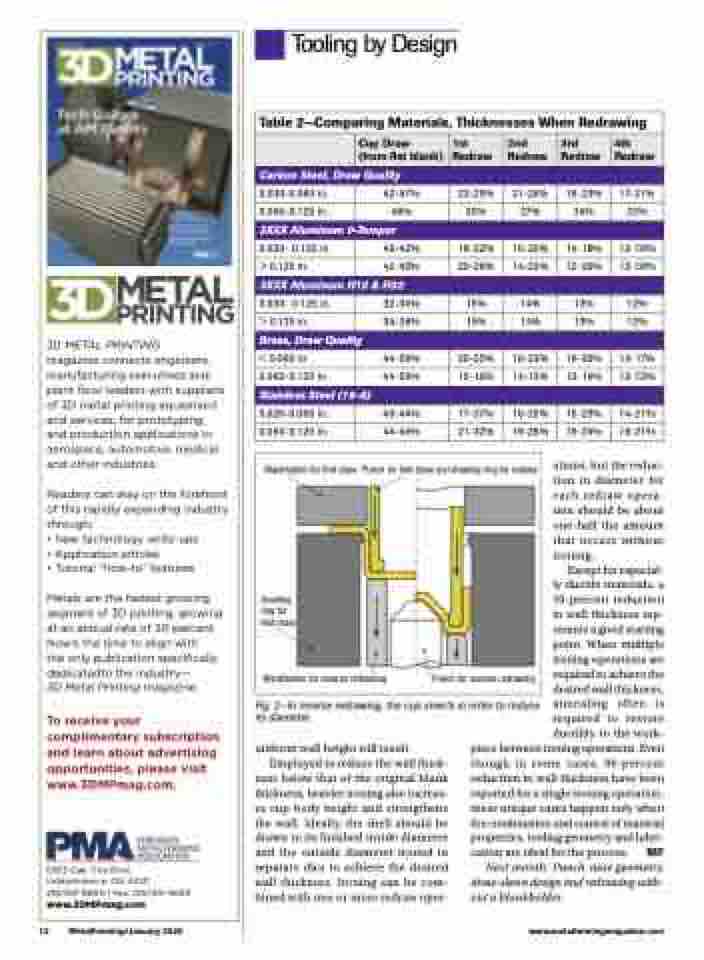
Blankholderforfirstdraw Punchforfirstdrawanddrawingringforredraw
Drawing ring for first draw
Blankholder for reverse redrawing Punch for reverse redrawing
12 MetalForming/January 2020
www.metalformingmagazine.com
Fig. 2—In reverse redrawing, the cup inverts in order to reduce its diameter.
ations, but the reduc- tion in diameter for each redraw opera- tion should be about one-half the amount that occurs without ironing.
Except for especial- ly ductile materials, a 50-percent reduction in wall thickness rep- resents a good starting point. When multiple ironing operations are required to achieve the desired wall thickness, annealing often is required to restore ductility to the work-
uniform wall height will result. Employed to reduce the wall thick- ness below that of the original blank thickness, heavier ironing also increas- es cup body height and strengthens the wall. Ideally, the shell should be drawn to its finished inside diameter and the outside diameter ironed in separate dies to achieve the desired wall thickness. Ironing can be com- bined with one or more redraw oper-
piece between ironing operations. Even though in some cases, 90-percent reduction in wall thickness have been reported for a single ironing operation, these unique cases happen only when the combination and control of material properties, tooling geometry and lubri- cation are ideal for the process. MF
Next month: Punch-nose geometry, draw-sleeve design and redrawing with- out a blankholder.
