
Page 24 - MetalForming October 2019
P. 24
Rigid-Chain Technology for Today’s Die-Change
Challenges
While the basic system itself was developed nearly a half-century ago,
today’s rigid-chain iterations are as numerous as
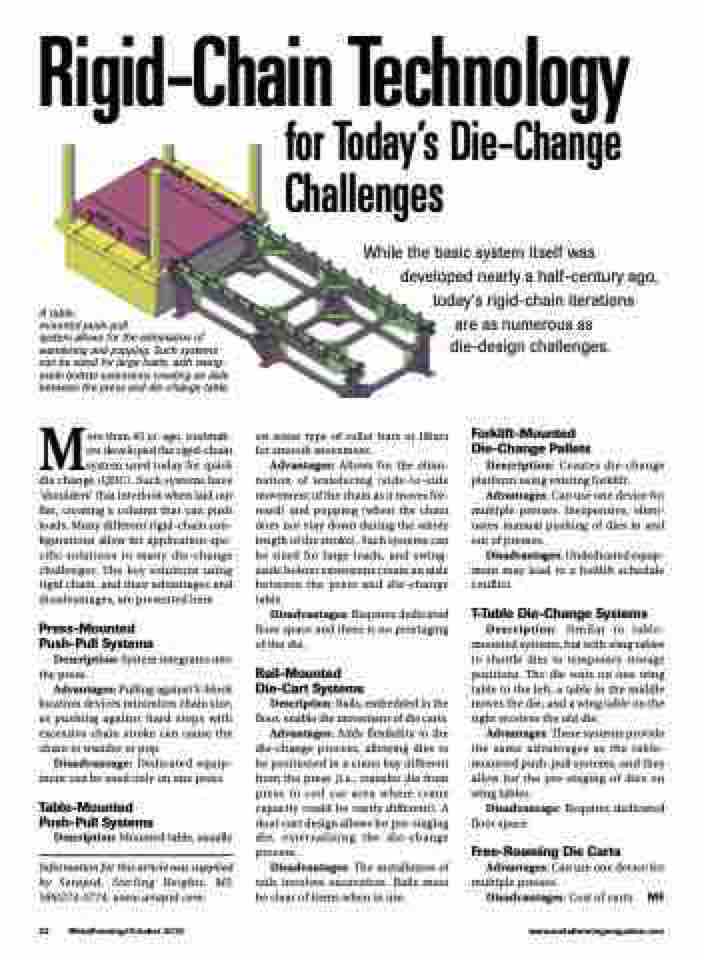
A table-
mounted push-pull
system allows for the elimination of wandering and popping. Such systems can be sized for large loads, with swing- aside bolster extensions creating an aisle between the press and die-change table.
More than 45 yr. ago, toolmak- ers developed the rigid-chain system used today for quick die change (QDC). Such systems have ‘shoulders’ that interlock when laid out flat, creating a column that can push loads. Many different rigid-chain con- figurations allow for application-spe- cific solutions to many die-change challenges. The key solutions using rigid chain, and their advantages and disadvantages, are presented here.
Press-Mounted Push-Pull Systems
Description: System integrates into the press.
Advantages: Pulling against V-block location devices minimizes chain size, as pushing against hard stops with excessive chain stroke can cause the chain to wander or pop.
Disadvantage: Dedicated equip- ment can be used only on one press.
Table-Mounted Push-Pull Systems
Description: Mounted table, usually Information for this article was supplied
by Serapid, Sterling Heights, MI; 586/274-0774; www.serapid.com.
22 MetalForming/October 2019
on some type of roller bars or lifters for smooth movement.
Advantages: Allows for the elimi- nation of wandering (side-to-side movement of the chain as it moves for- ward) and popping (when the chain does not stay down during the whole length of the stroke). Such systems can be sized for large loads, and swing- aside bolster extensions create an aisle between the press and die-change table.
Disadvantages: Requires dedicated floor space and there is no prestaging of the die.
Rail-Mounted Die-Cart Systems
Description: Rails, embedded in the floor, enable the movement of die carts. Advantages: Adds flexibility to the die-change process, allowing dies to be positioned in a crane bay different from the press (i.e., transfer die from press to coil car area where crane capacity could be vastly different). A dual-cart design allows for pre-staging die, externalizing the die-change
process.
Disadvantages: The installation of
rails involves excavation. Rails must be clear of items when in use.
die-design challenges.
Forklift-Mounted Die-Change Pallets
Description: Creates die-change platform using existing forklift.
Advantages: Can use one device for multiple presses. Inexpensive, elimi- nates manual pushing of dies in and out of presses.
Disadvantages: Undedicated equip- ment may lead to a forklift schedule conflict.
T-Table Die-Change Systems
Description: Similar to table- mounted systems, but with wing tables to shuttle dies to temporary storage positions. The die rests on one wing table to the left, a table in the middle moves the die, and a wing table on the right receives the old die.
Advantages: These systems provide the same advantages as the table- mounted push-pull systems, and they allow for the pre-staging of dies on wing tables.
Disadvantage: Requires dedicated floor space.
Free-Roaming Die Carts
Advantages: Can use one device for multiple presses.
Disadvantages: Cost of carts. MF www.metalformingmagazine.com
